Overview
Part I: Pump Fabrication
The first portion of this project was performed individually. I machined each pump component from raw stock materials, using a range of manufacturing methods, including lathe, 3-axis end mill, CNC, water jet, laser cutter, sand casting, thermal interference fitting, and injection molding.
Part II: Pump Redesign
The second portion of this project involved a redesign of the pump fabricated in Part I, to meet a set of simulated specifications and customer requirements, with an emphasis on design optimization for manufacturing (DFMA).
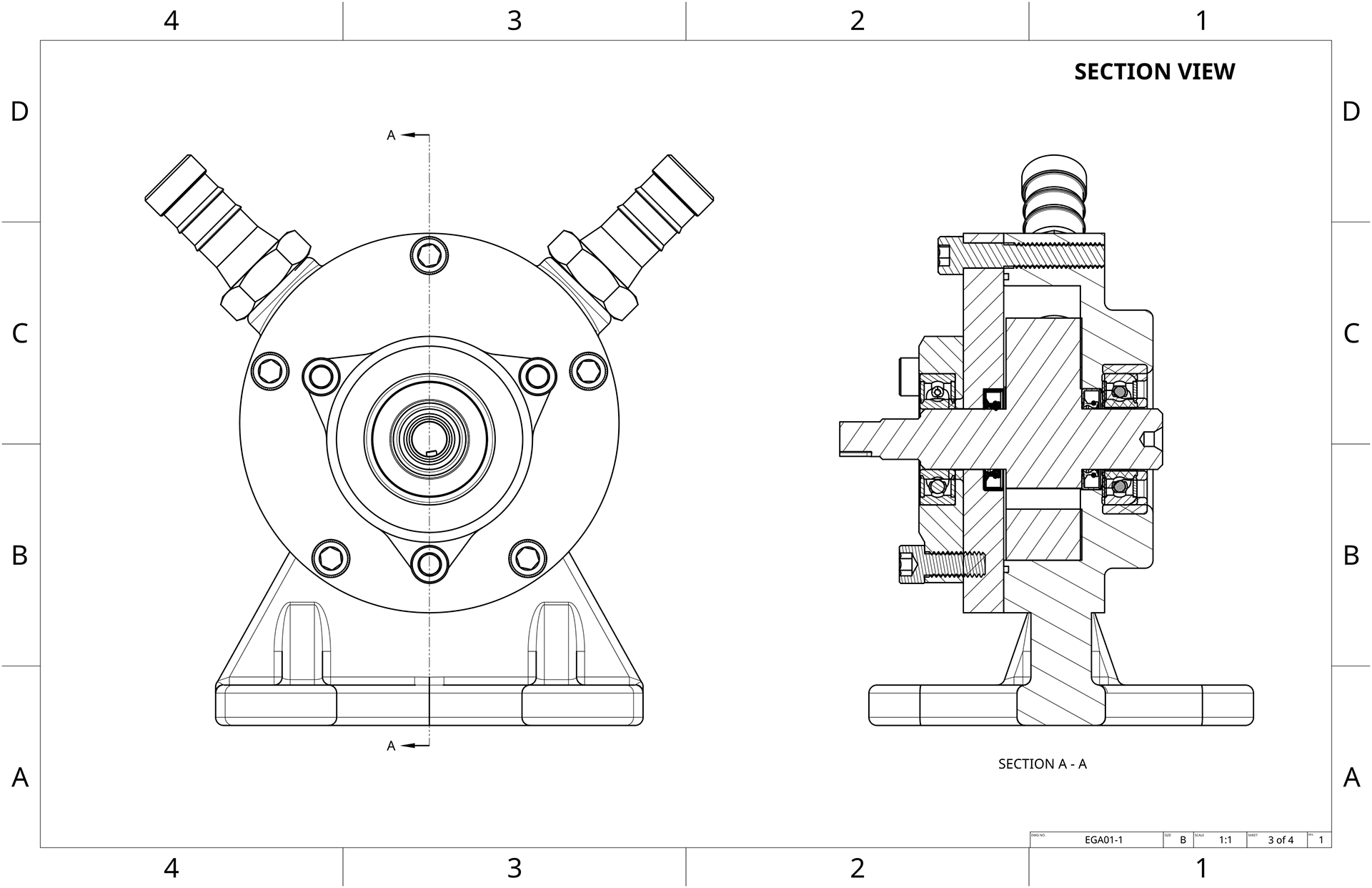
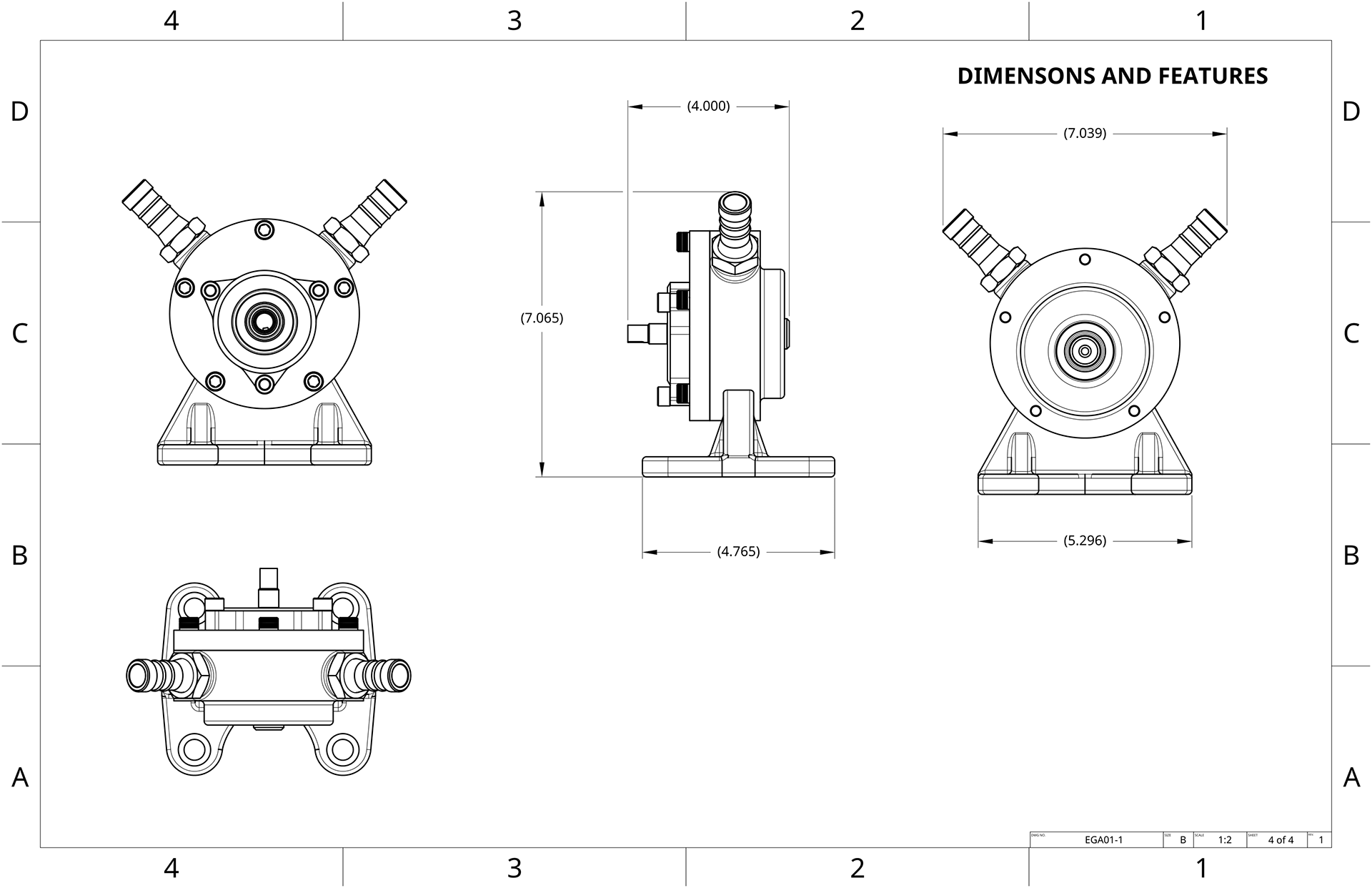
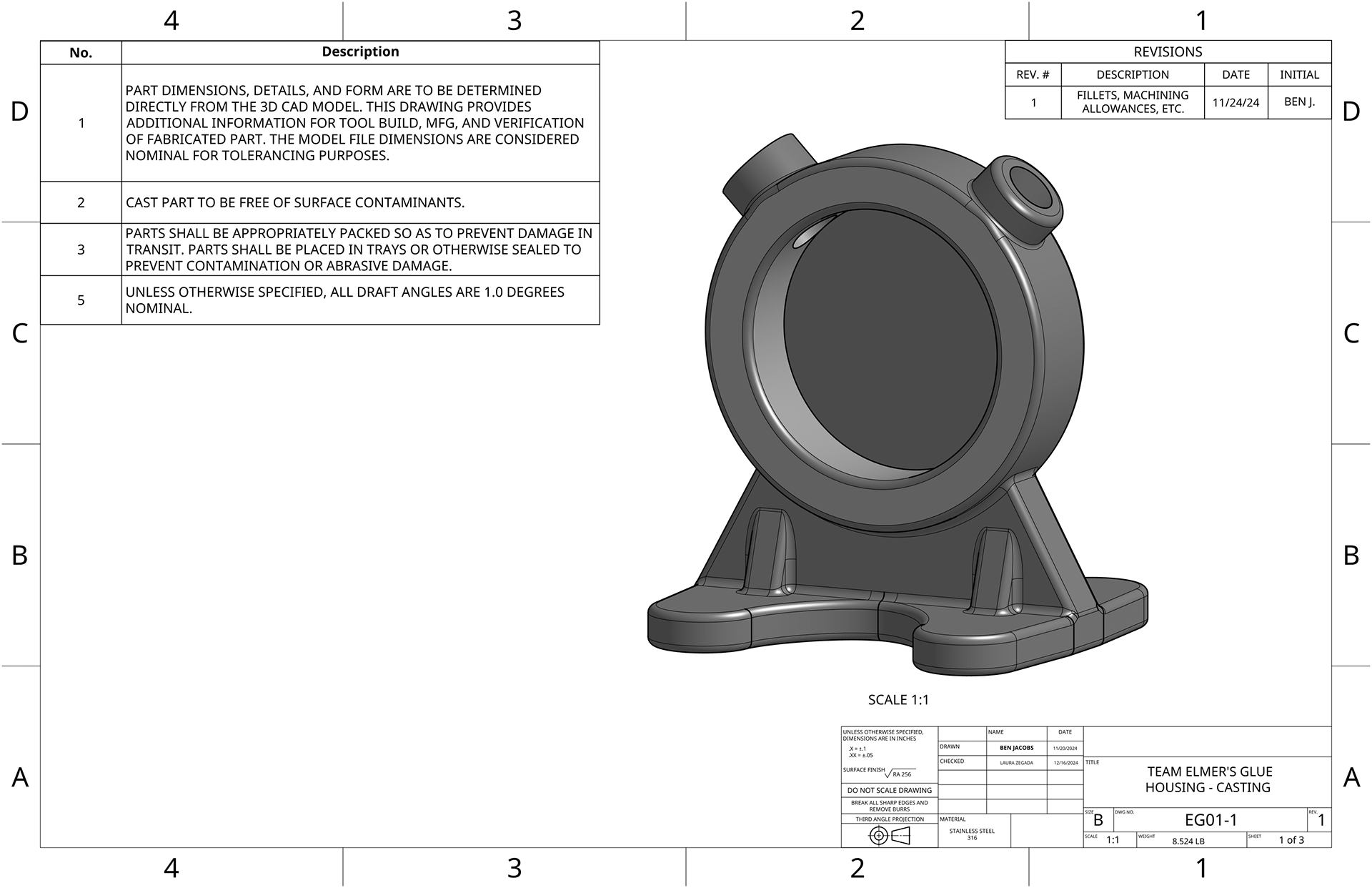
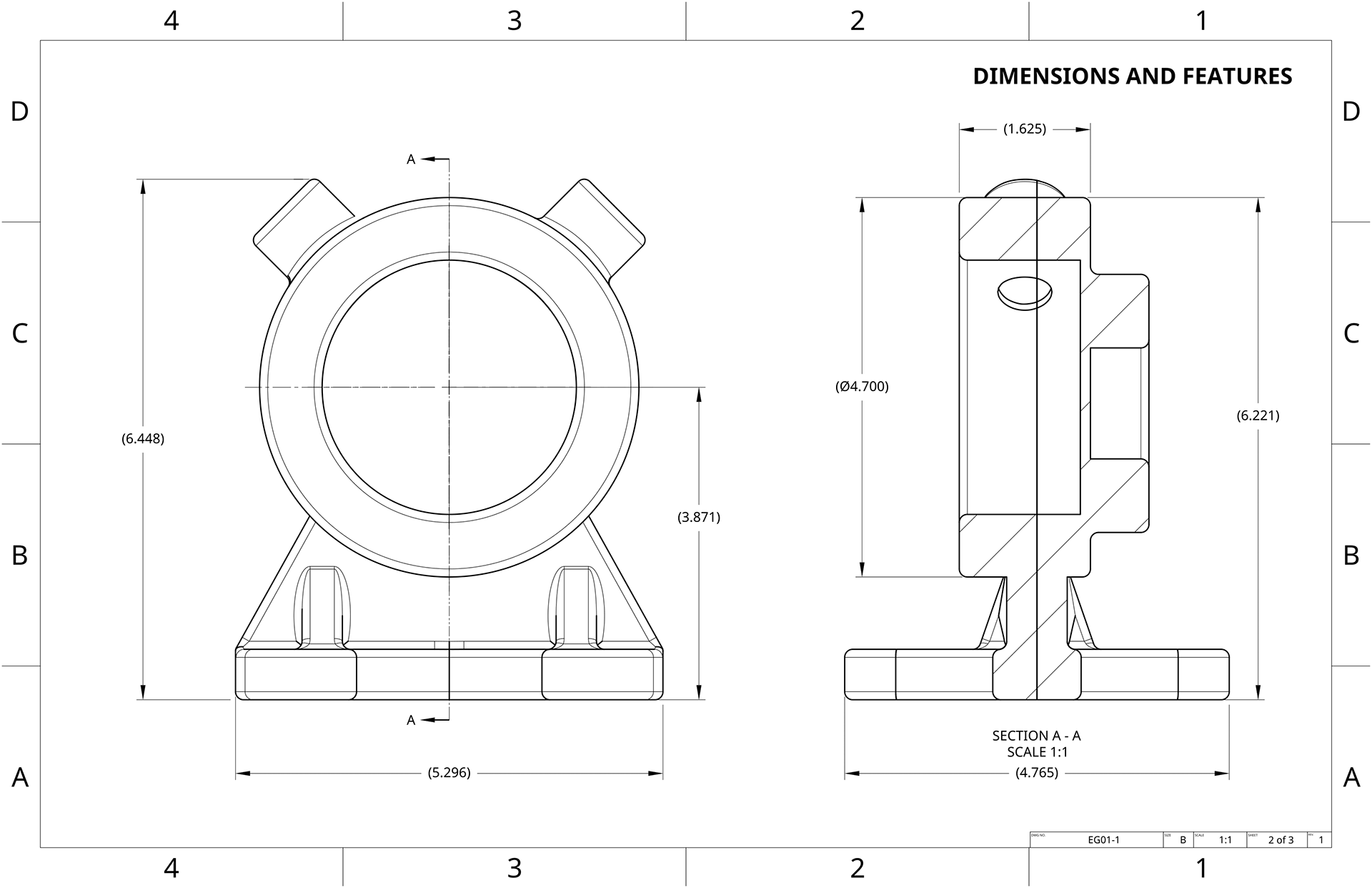
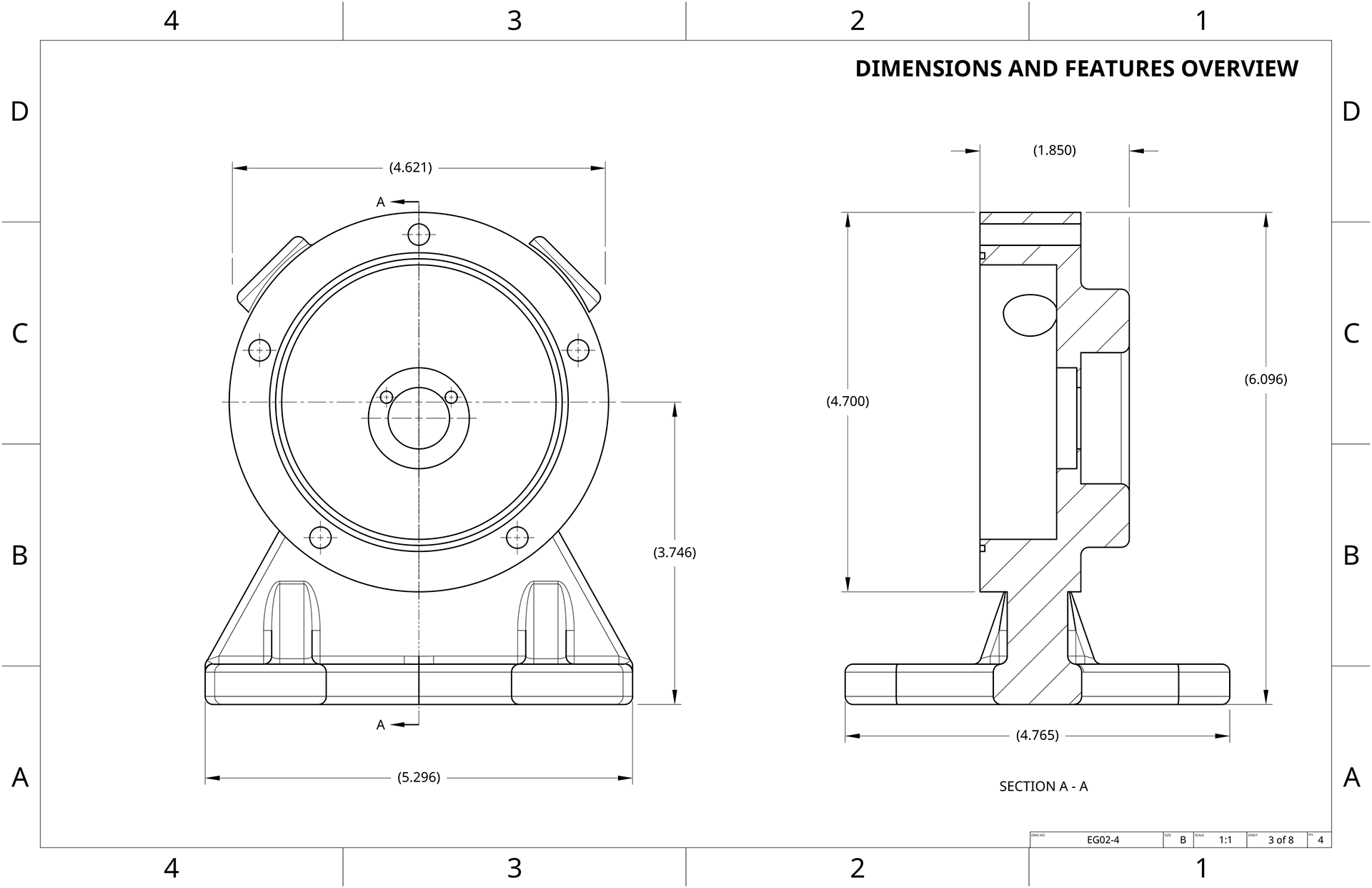
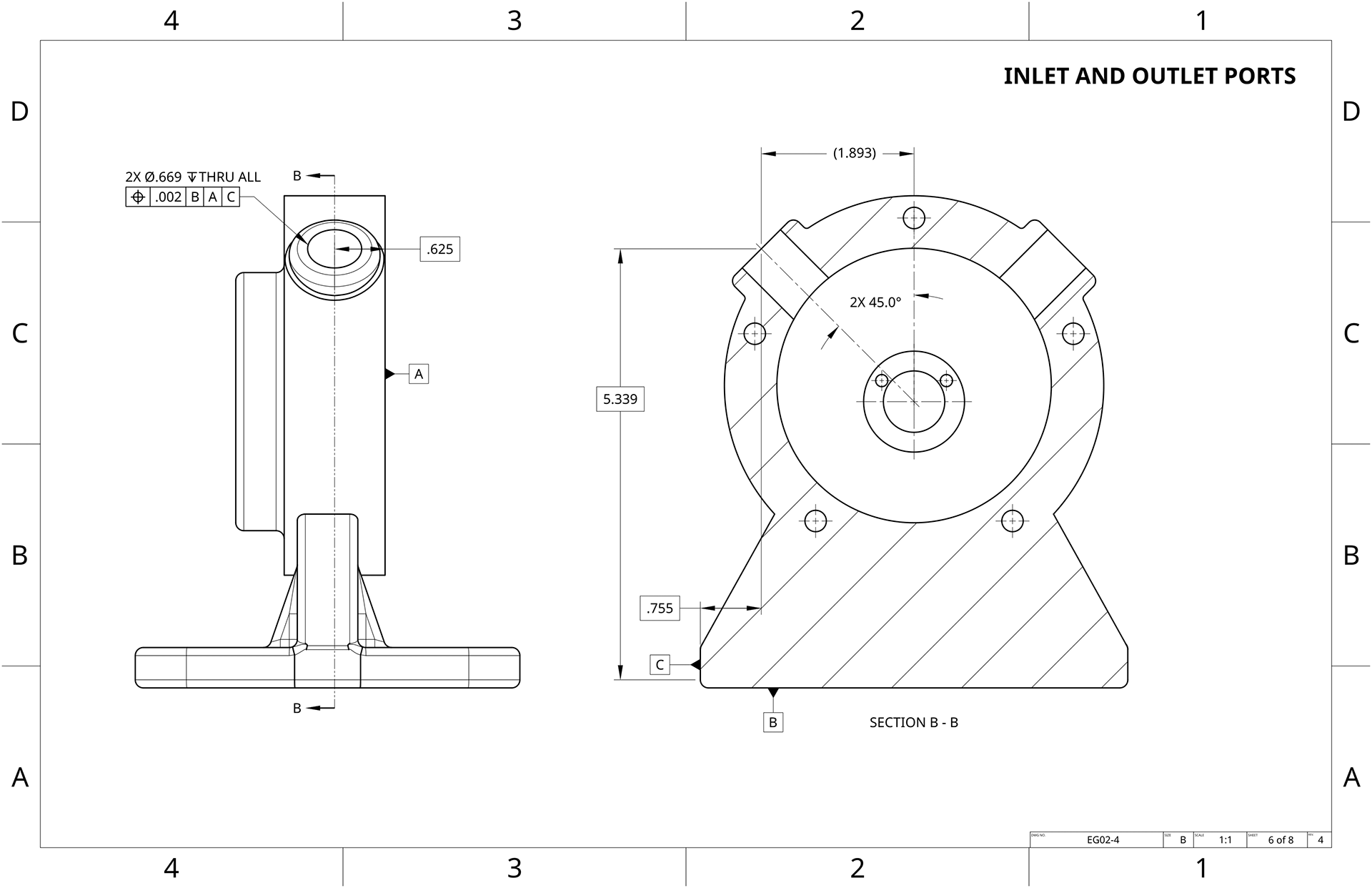
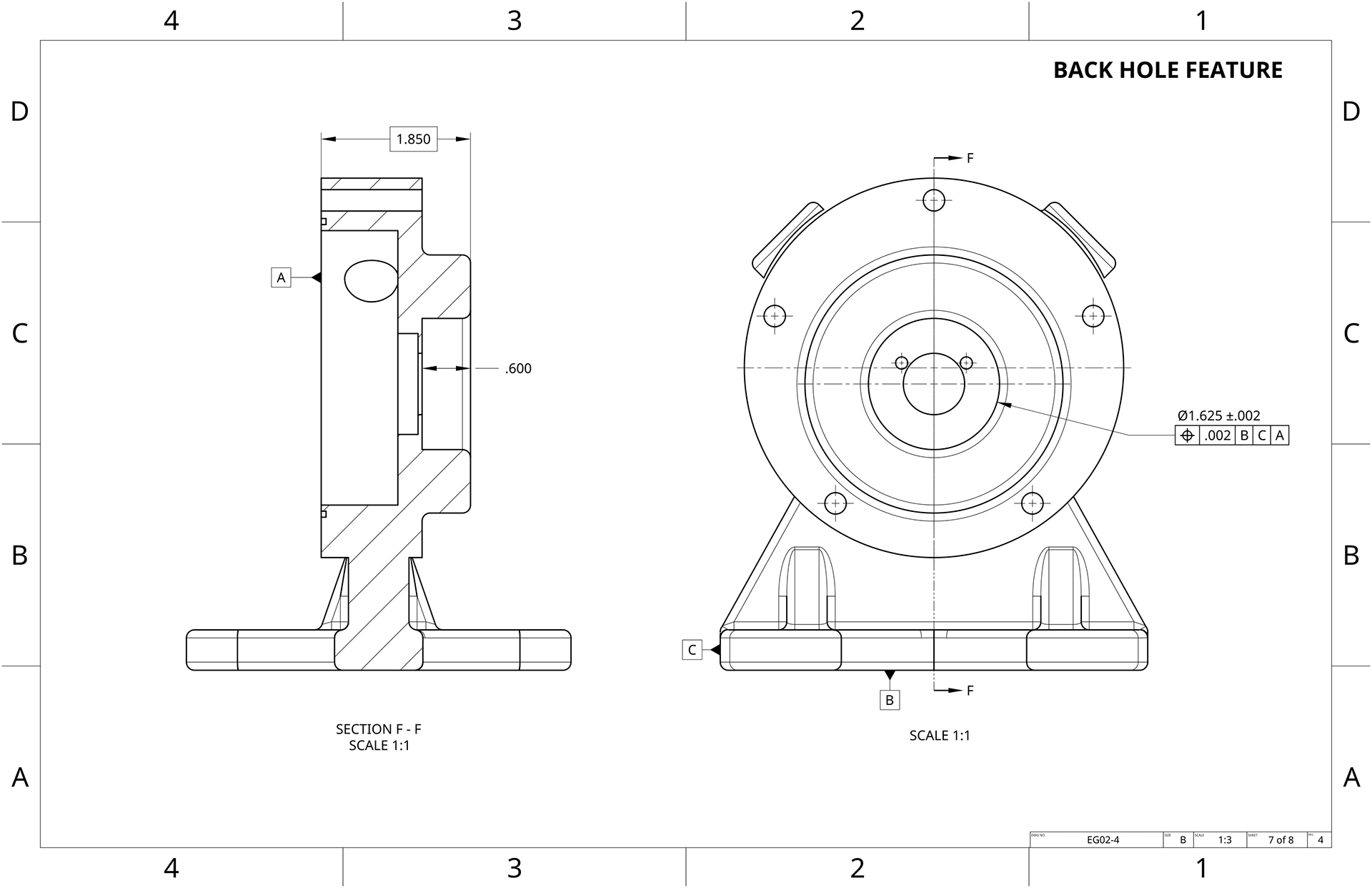
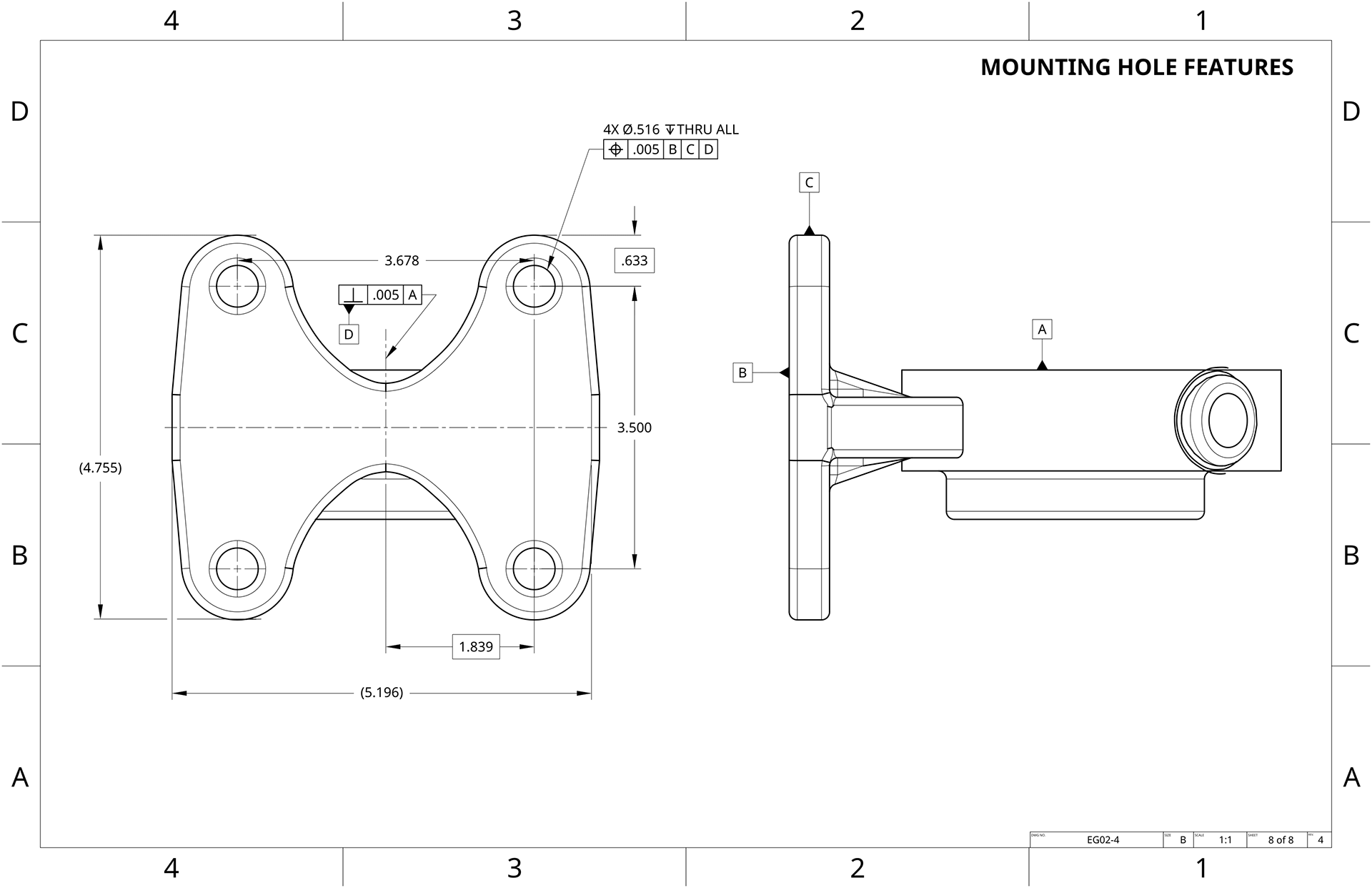
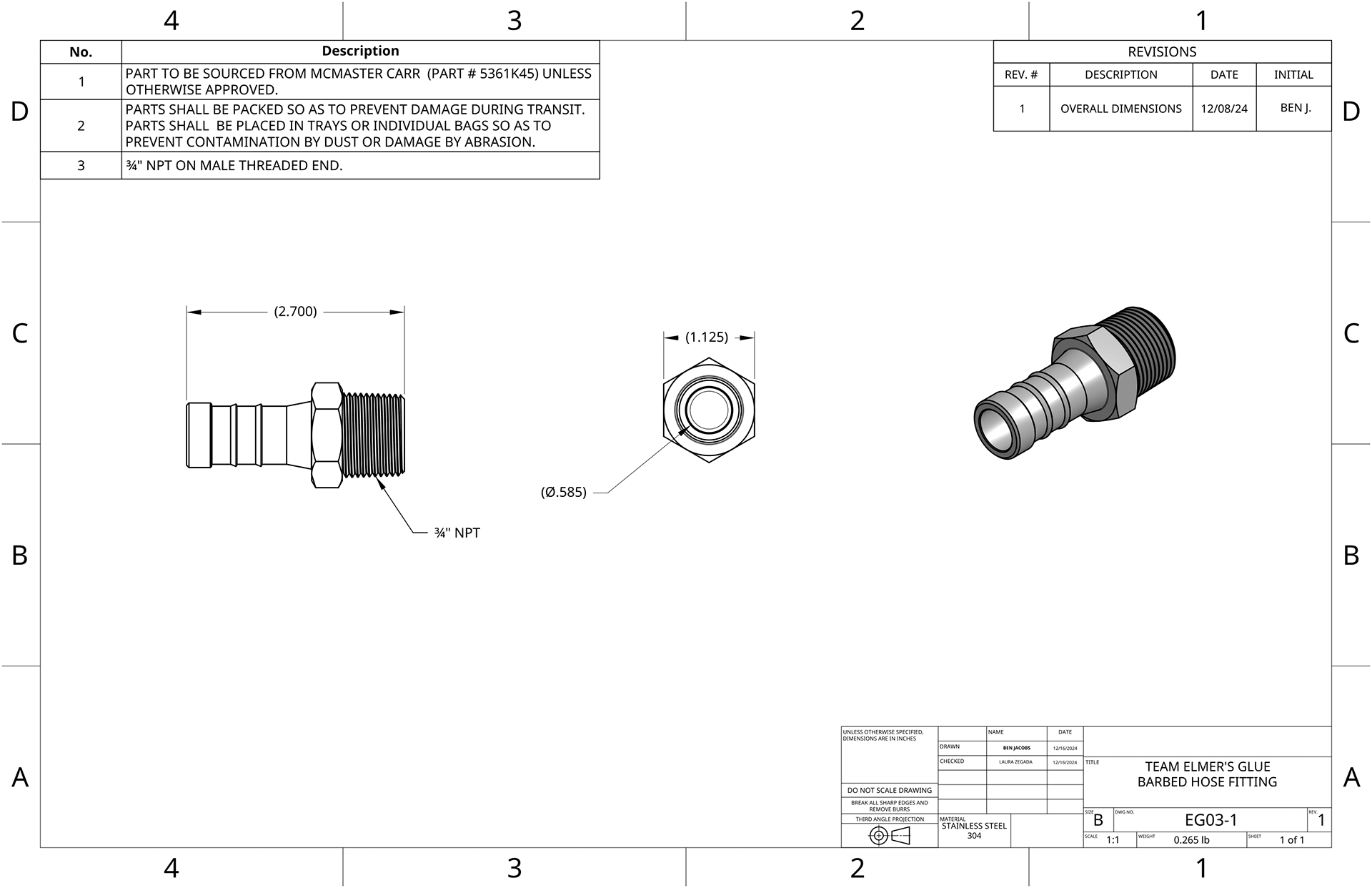
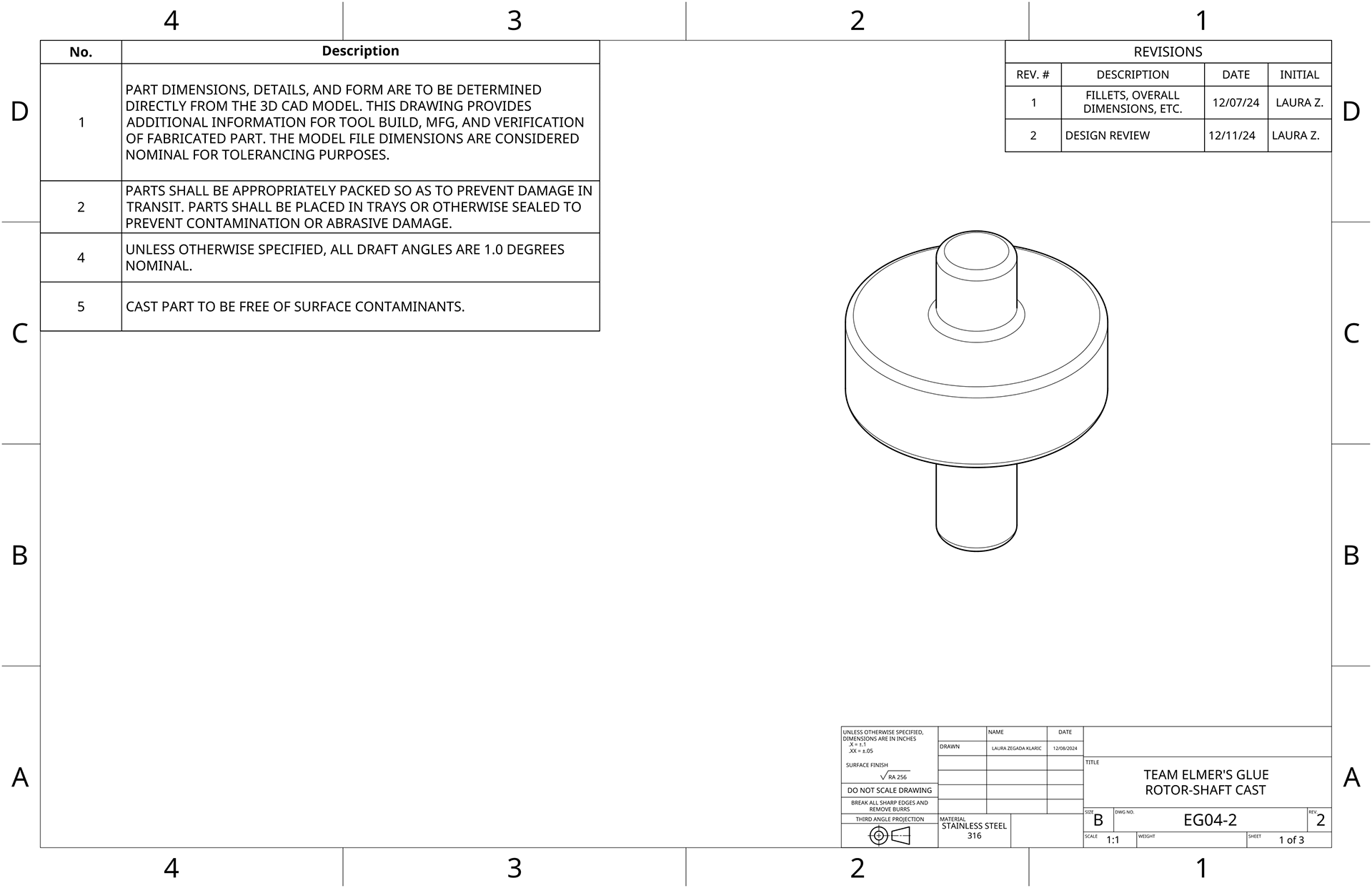
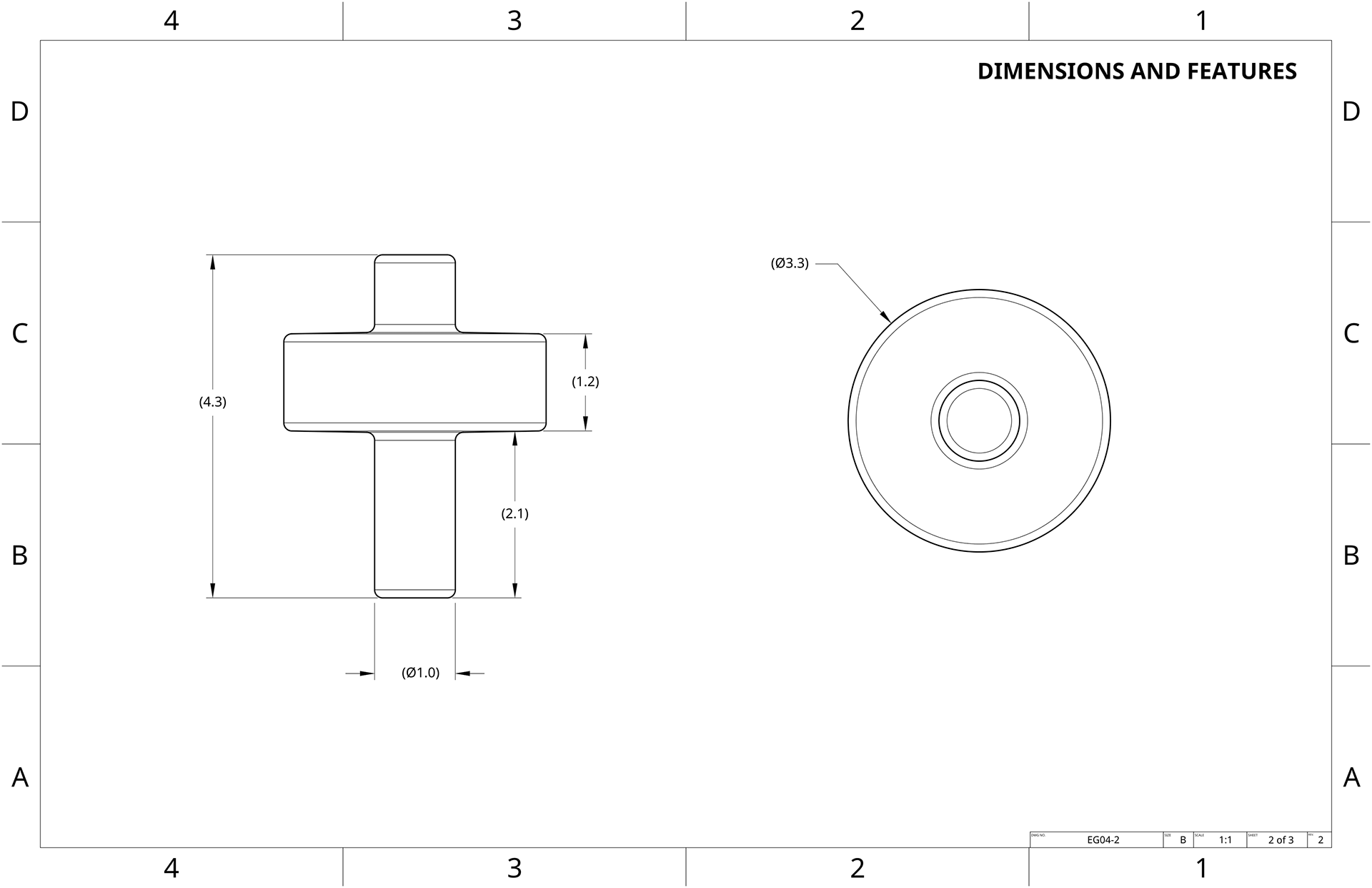
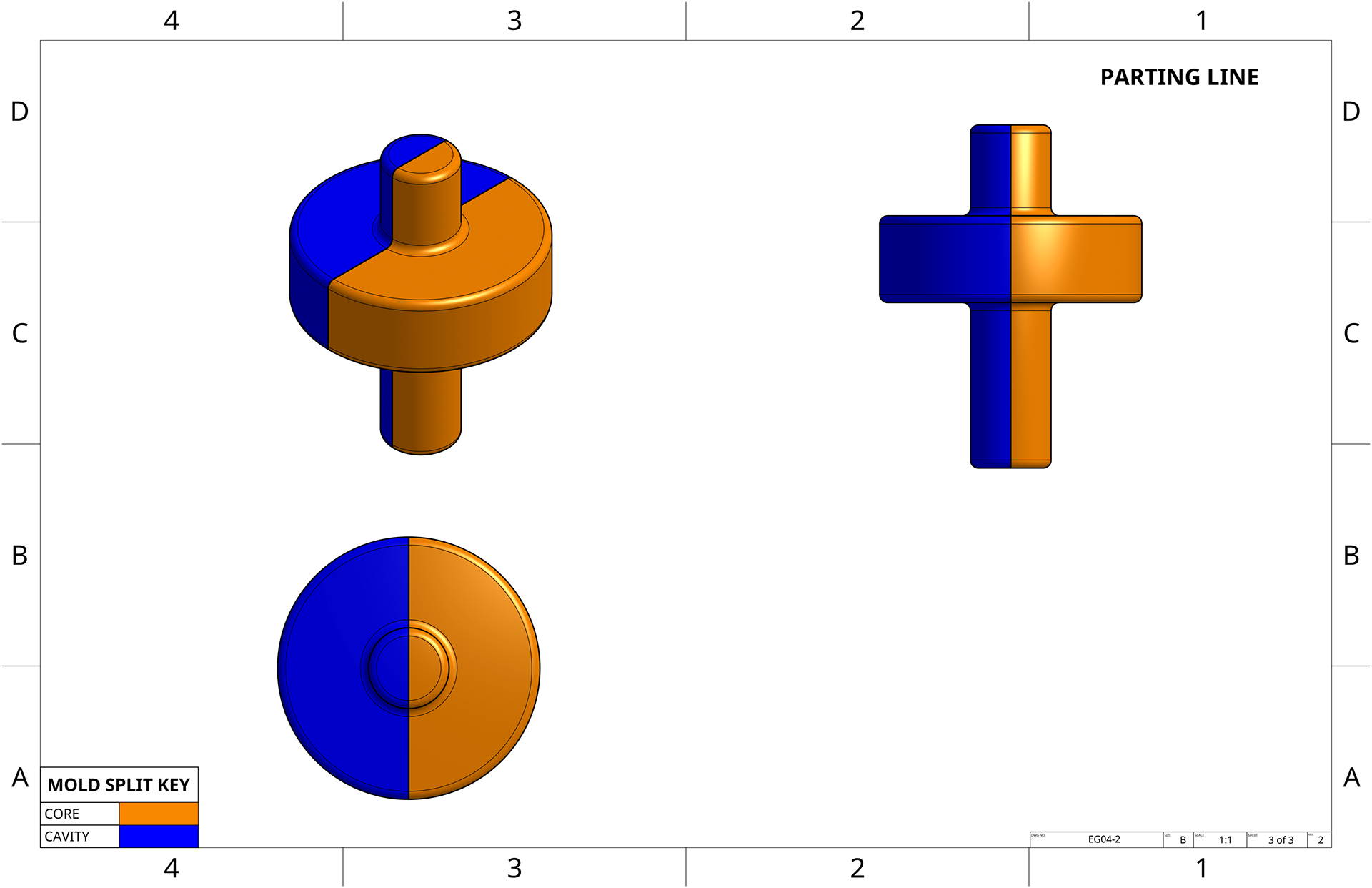
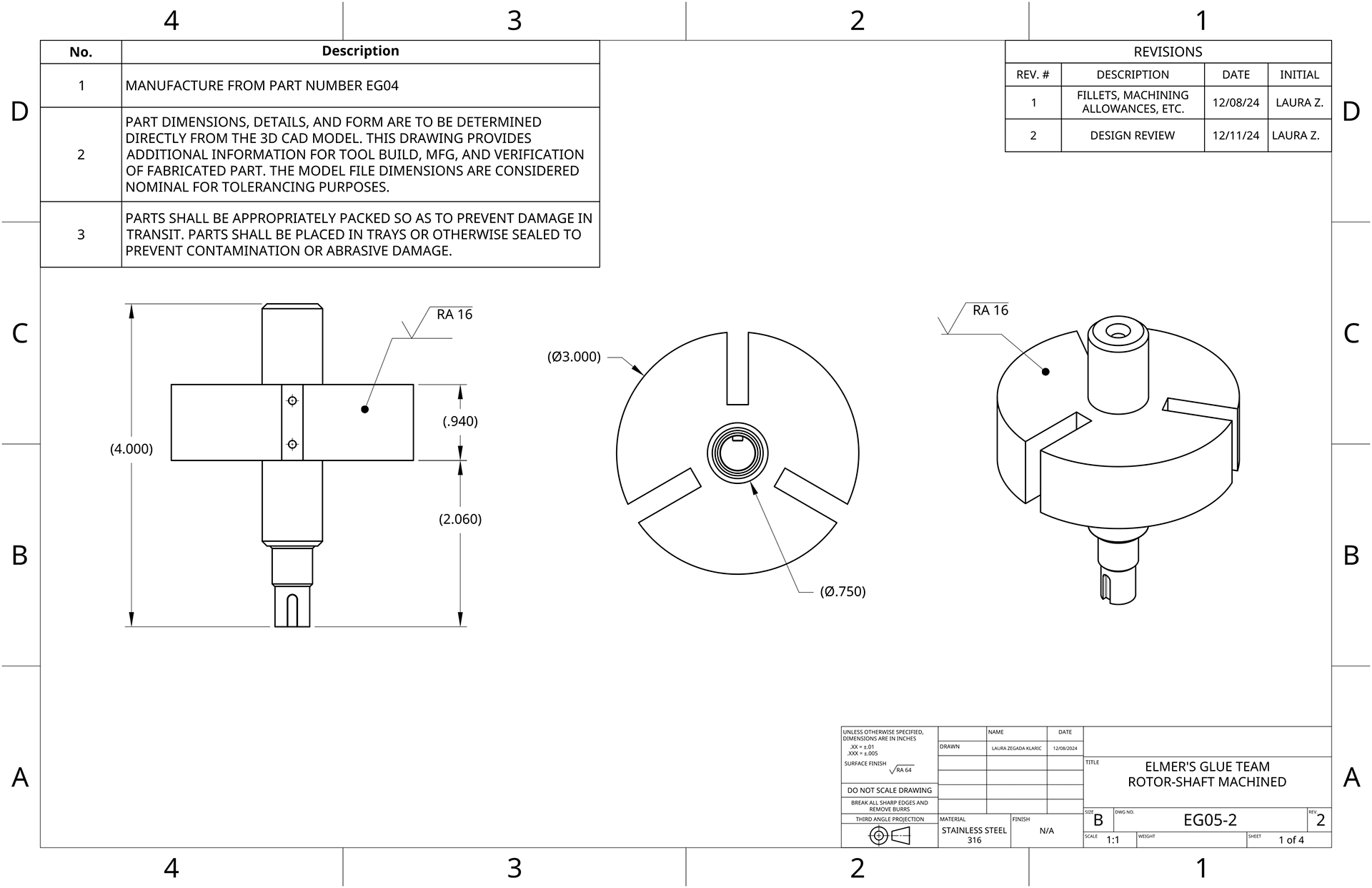
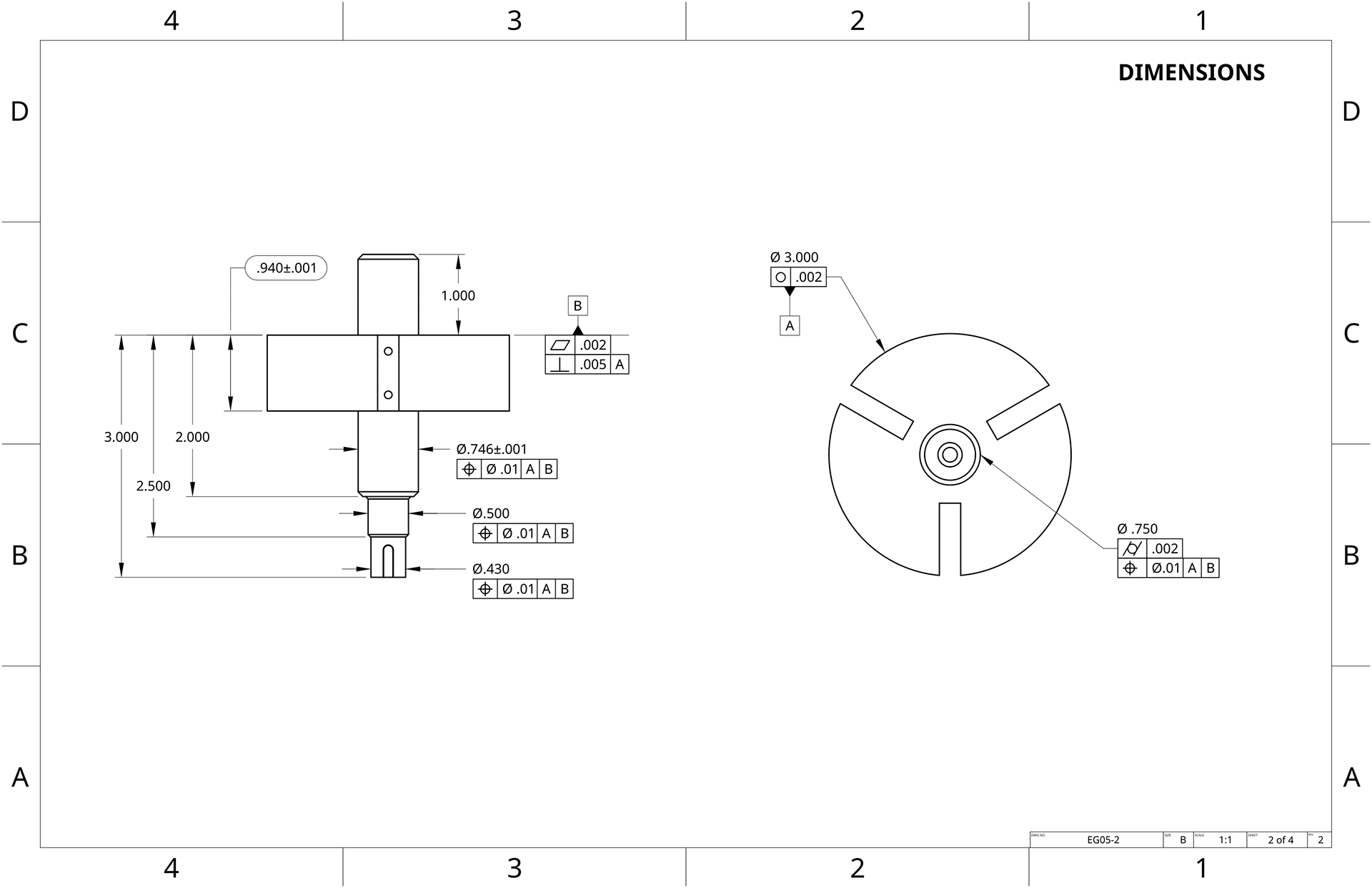
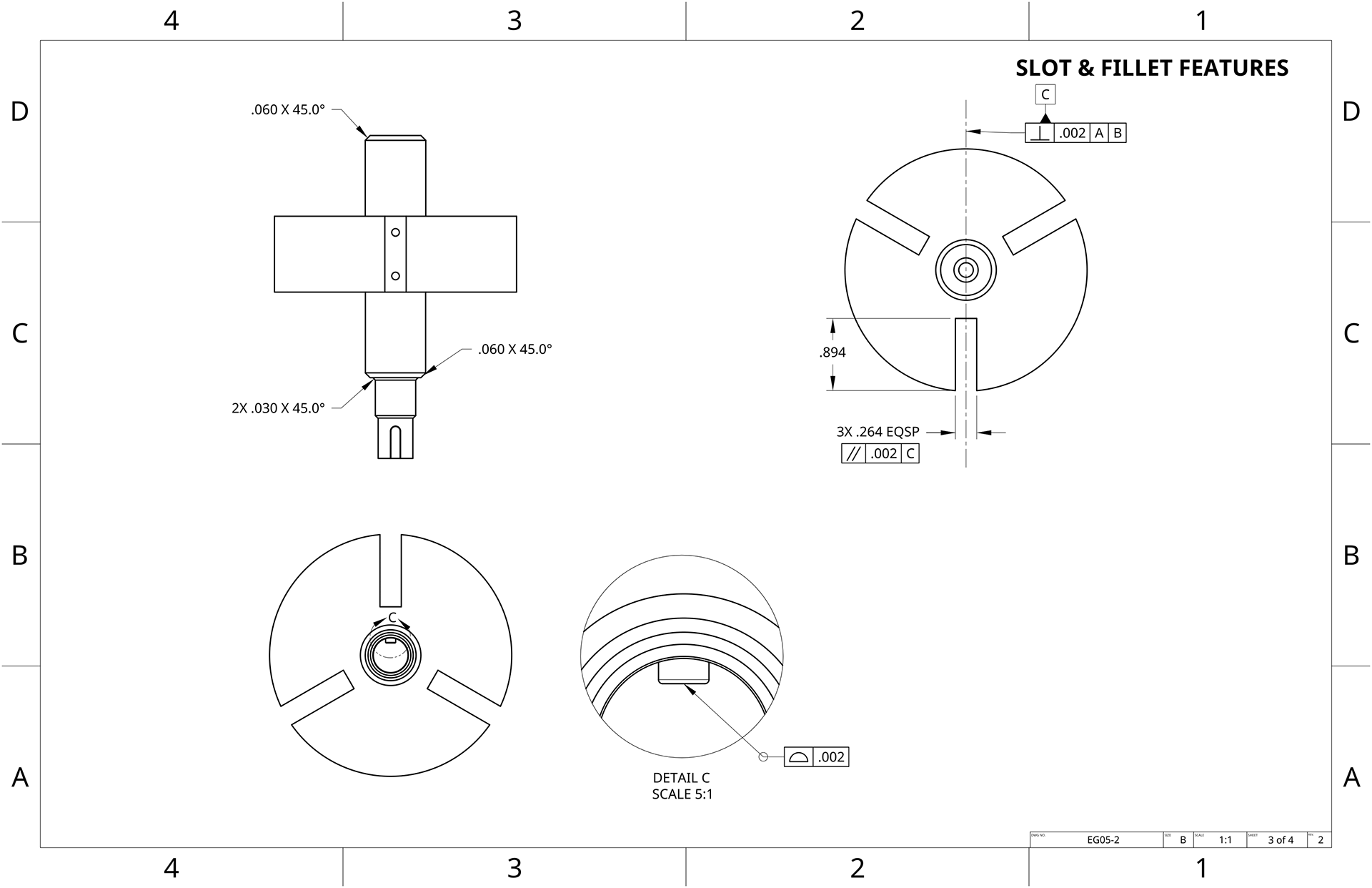
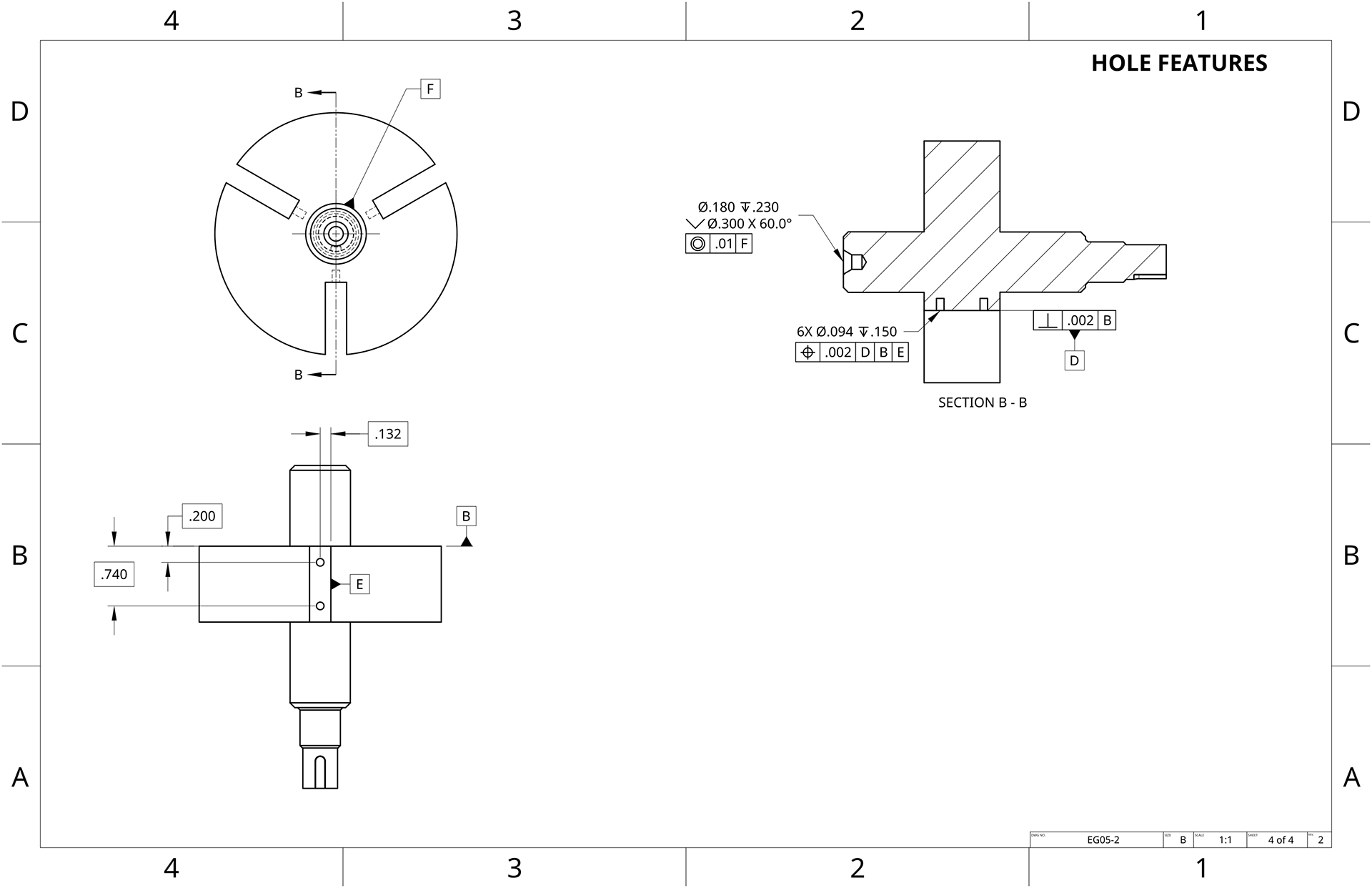
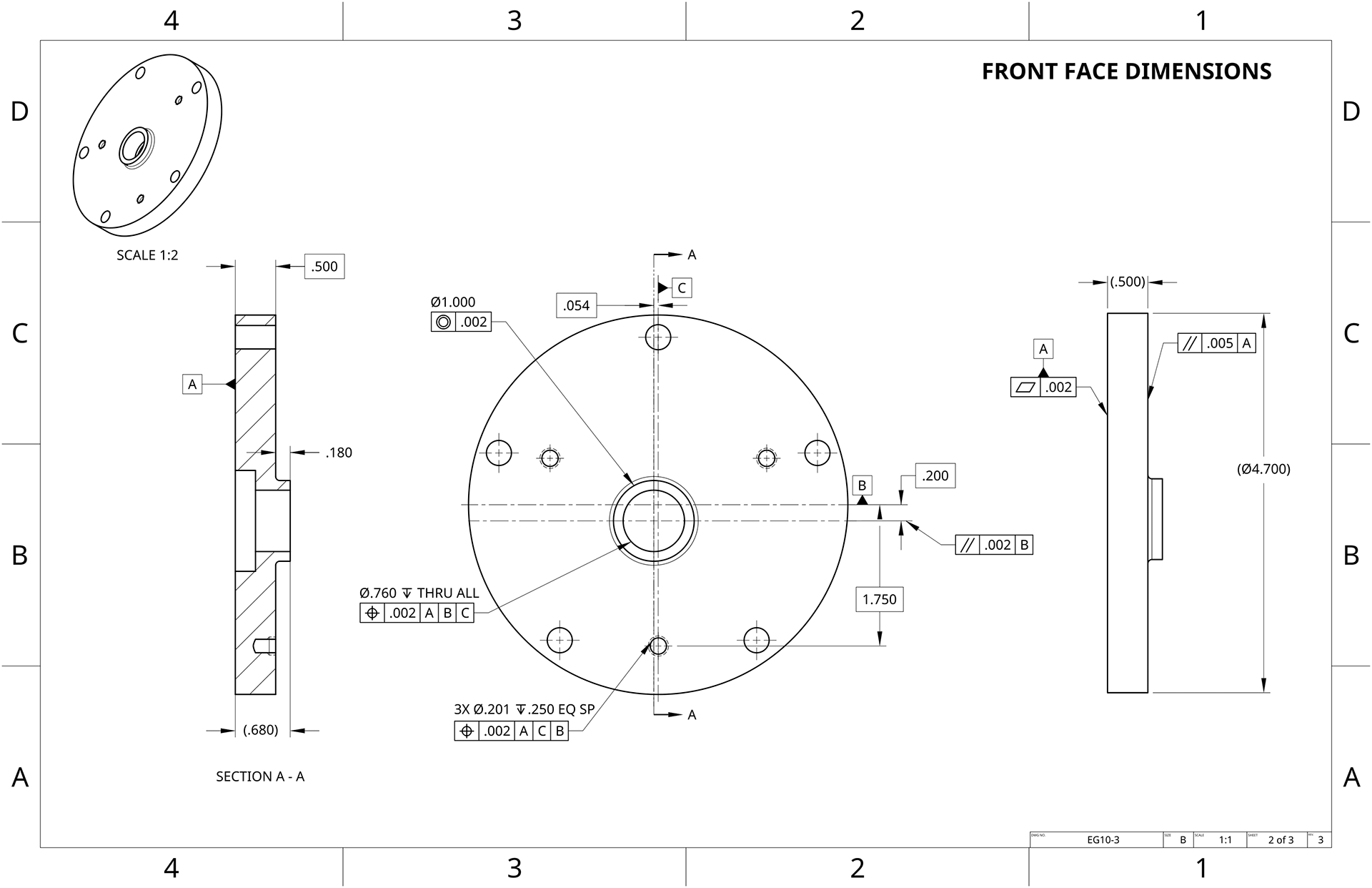
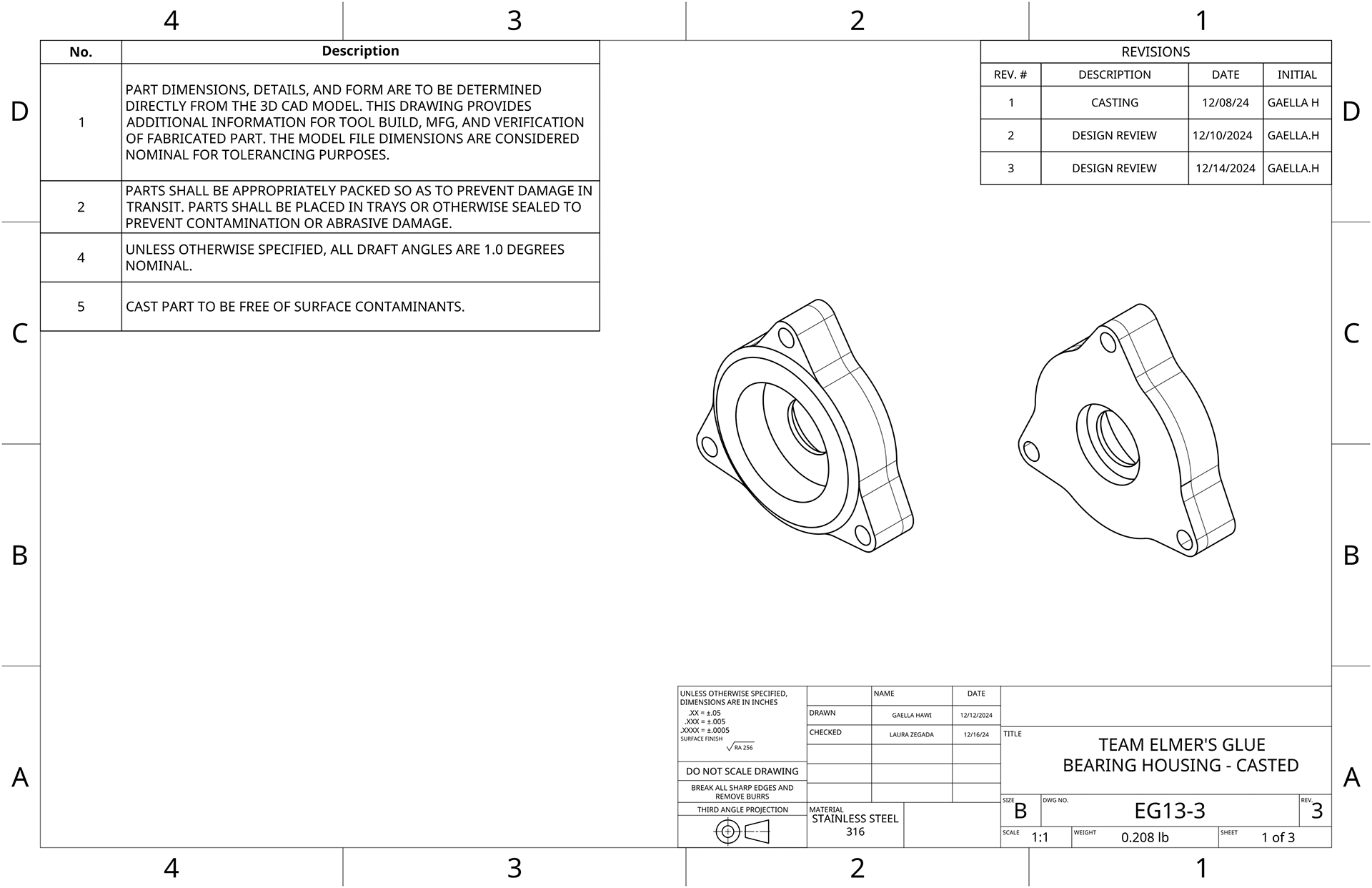
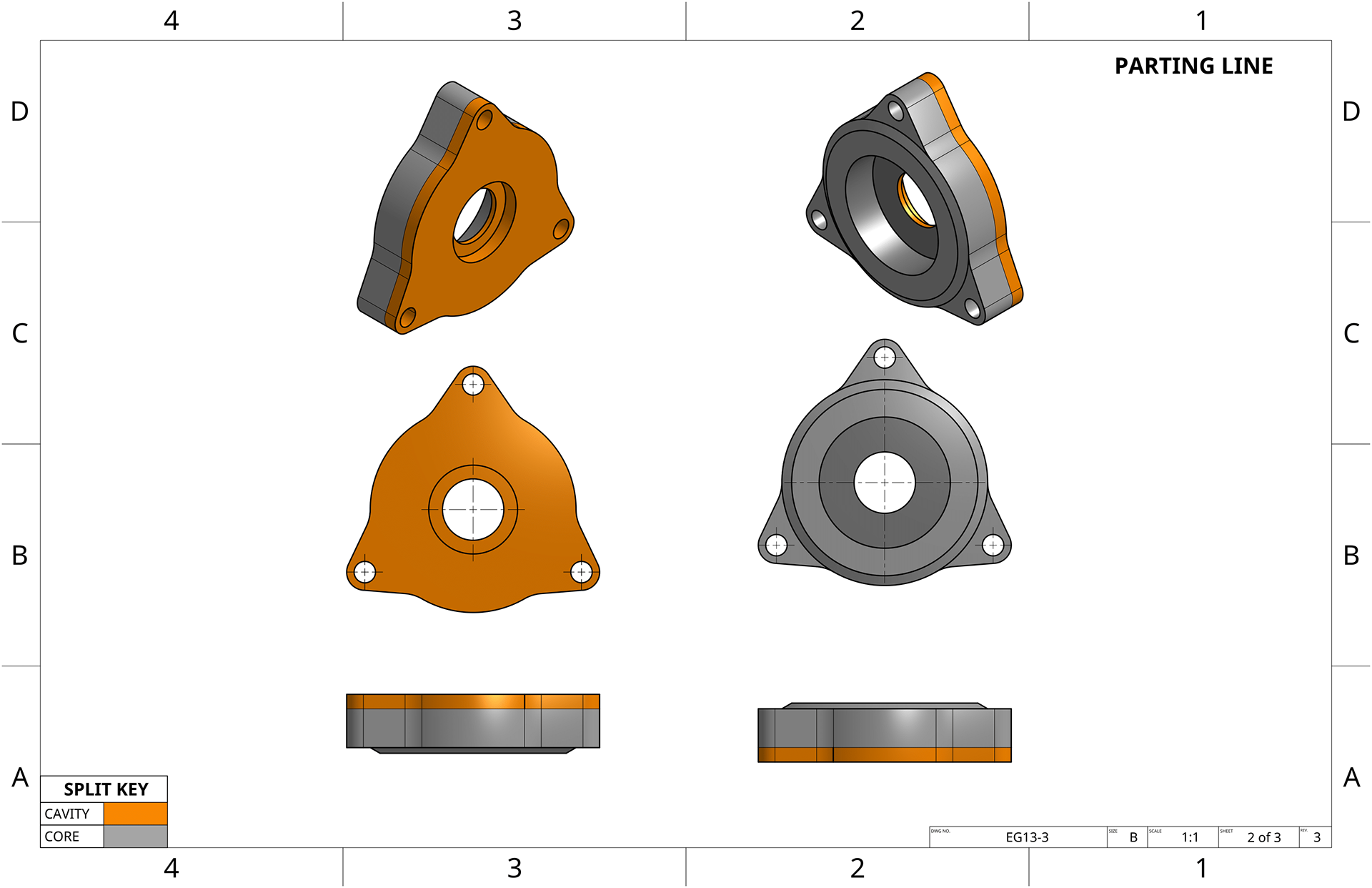
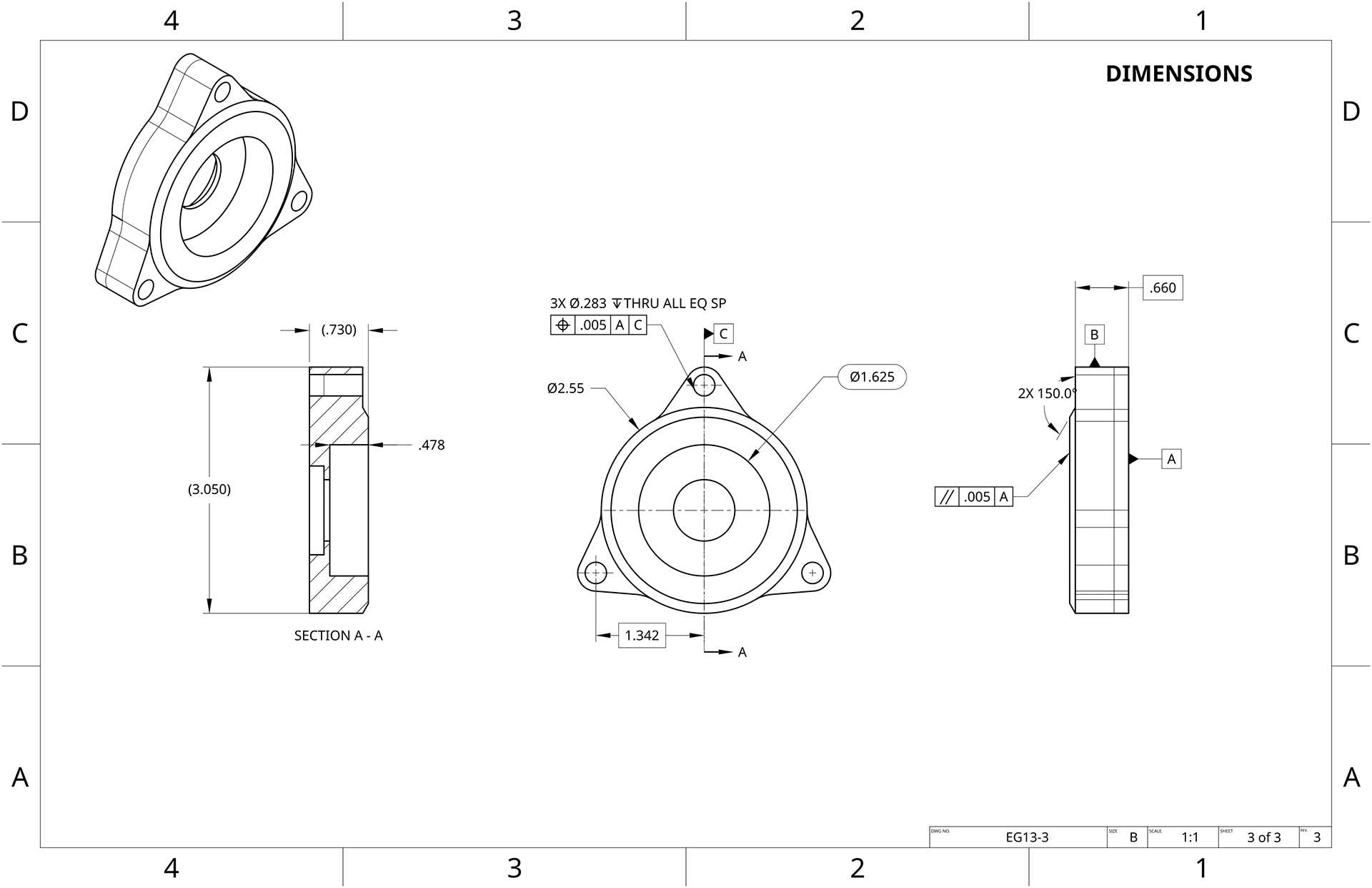
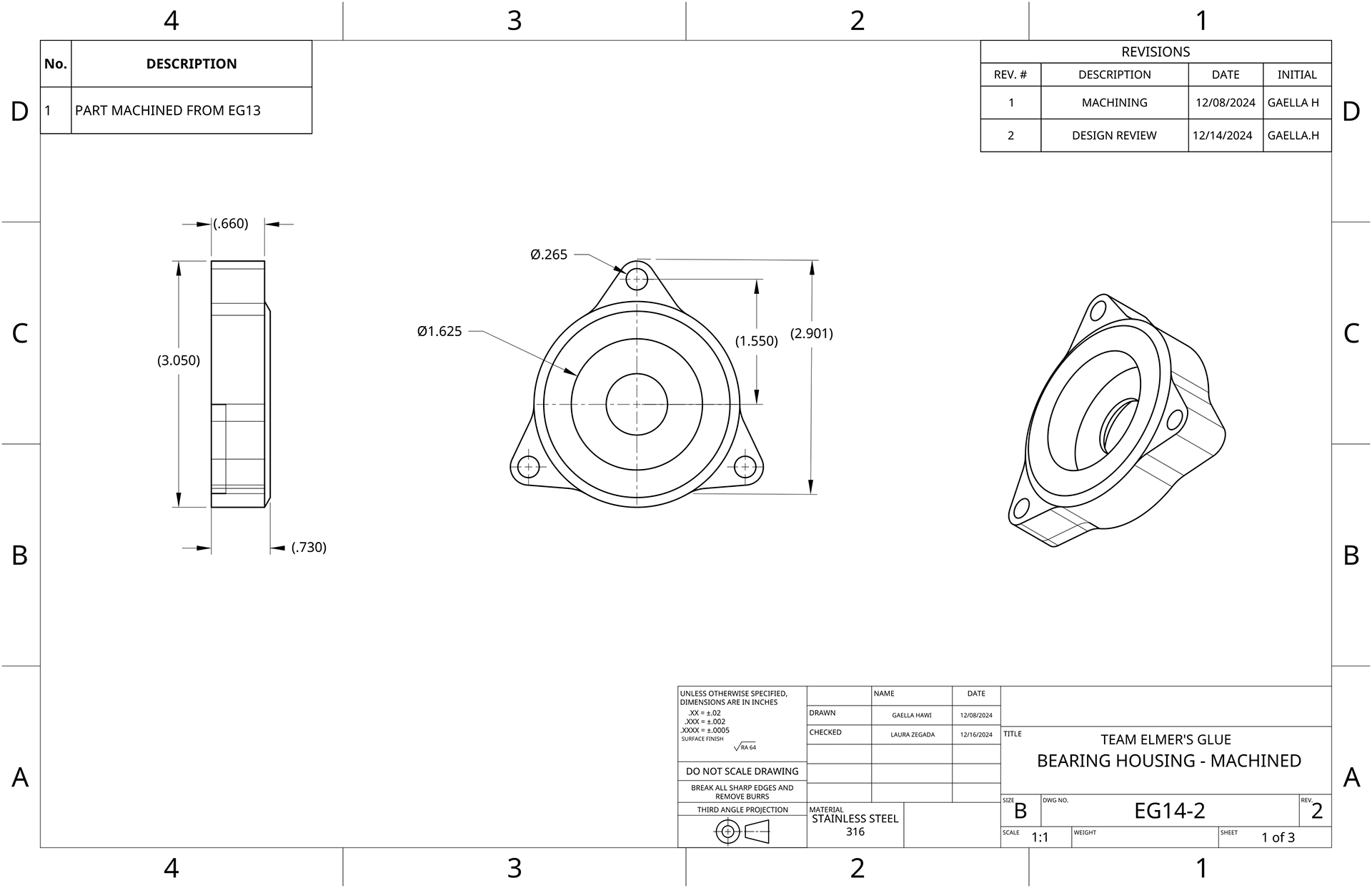
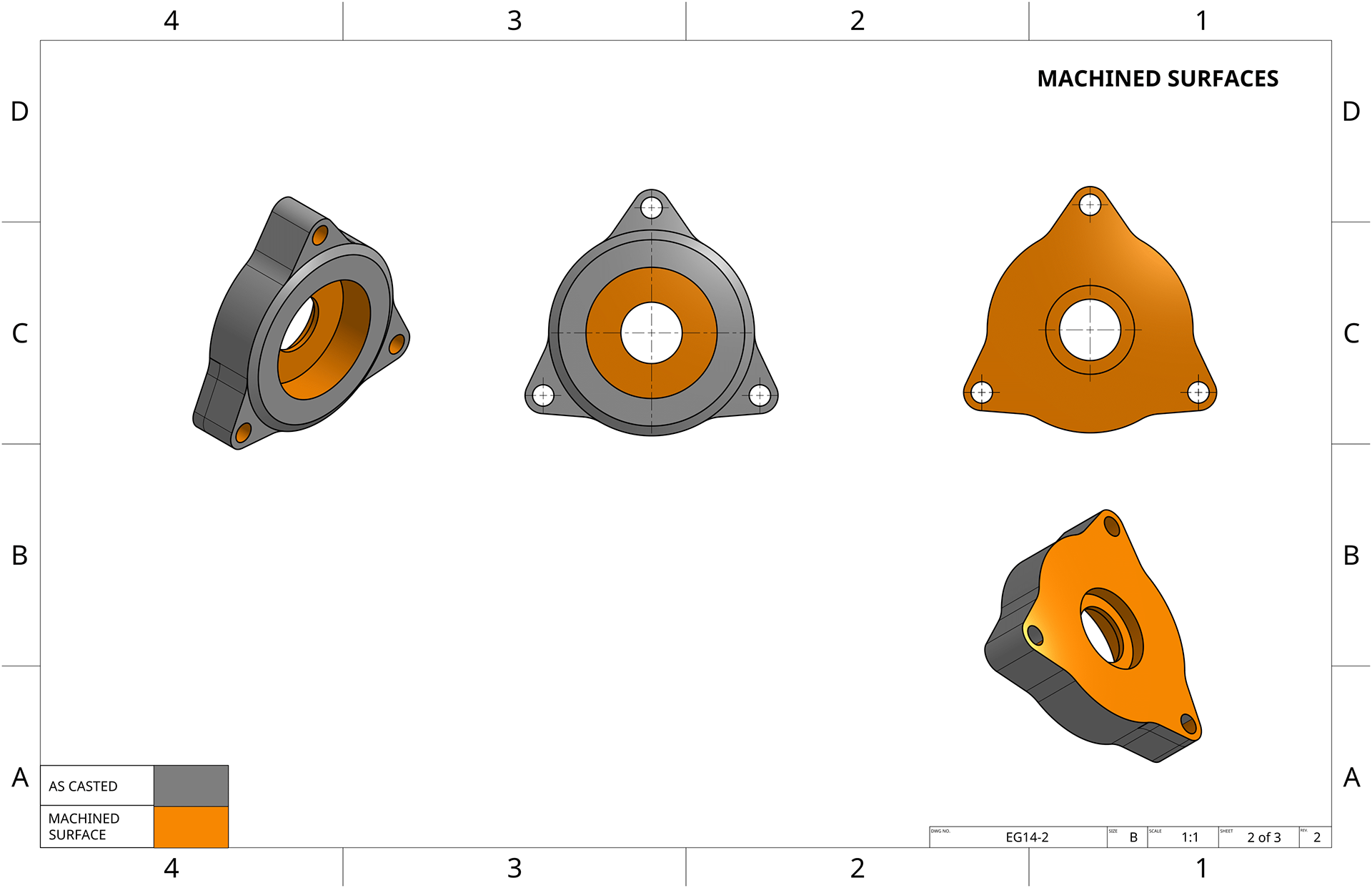
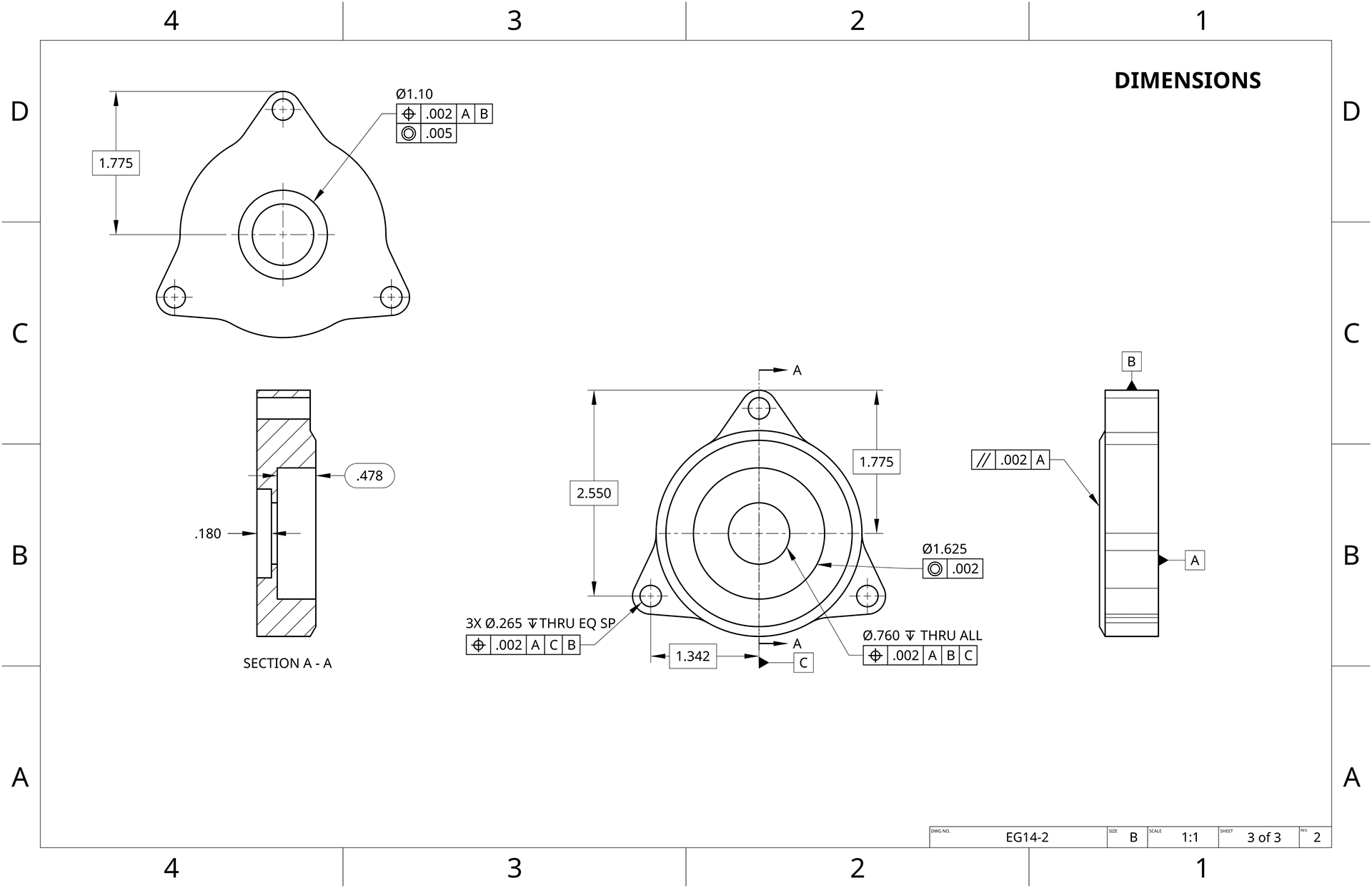
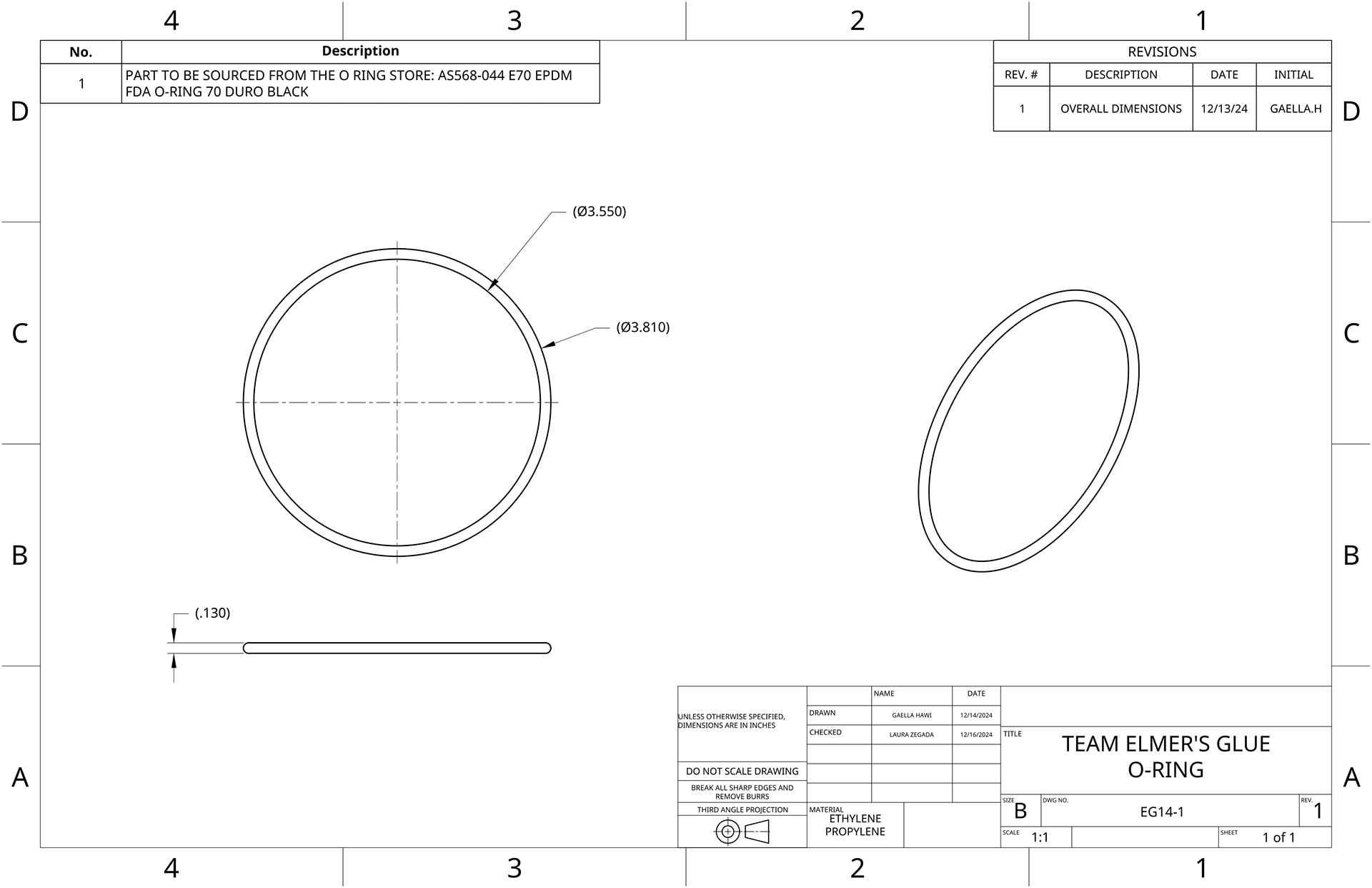
A complete drawing stack of the redesigned pump can be viewed at the end of this page.

Pump components prior to first dry assembly

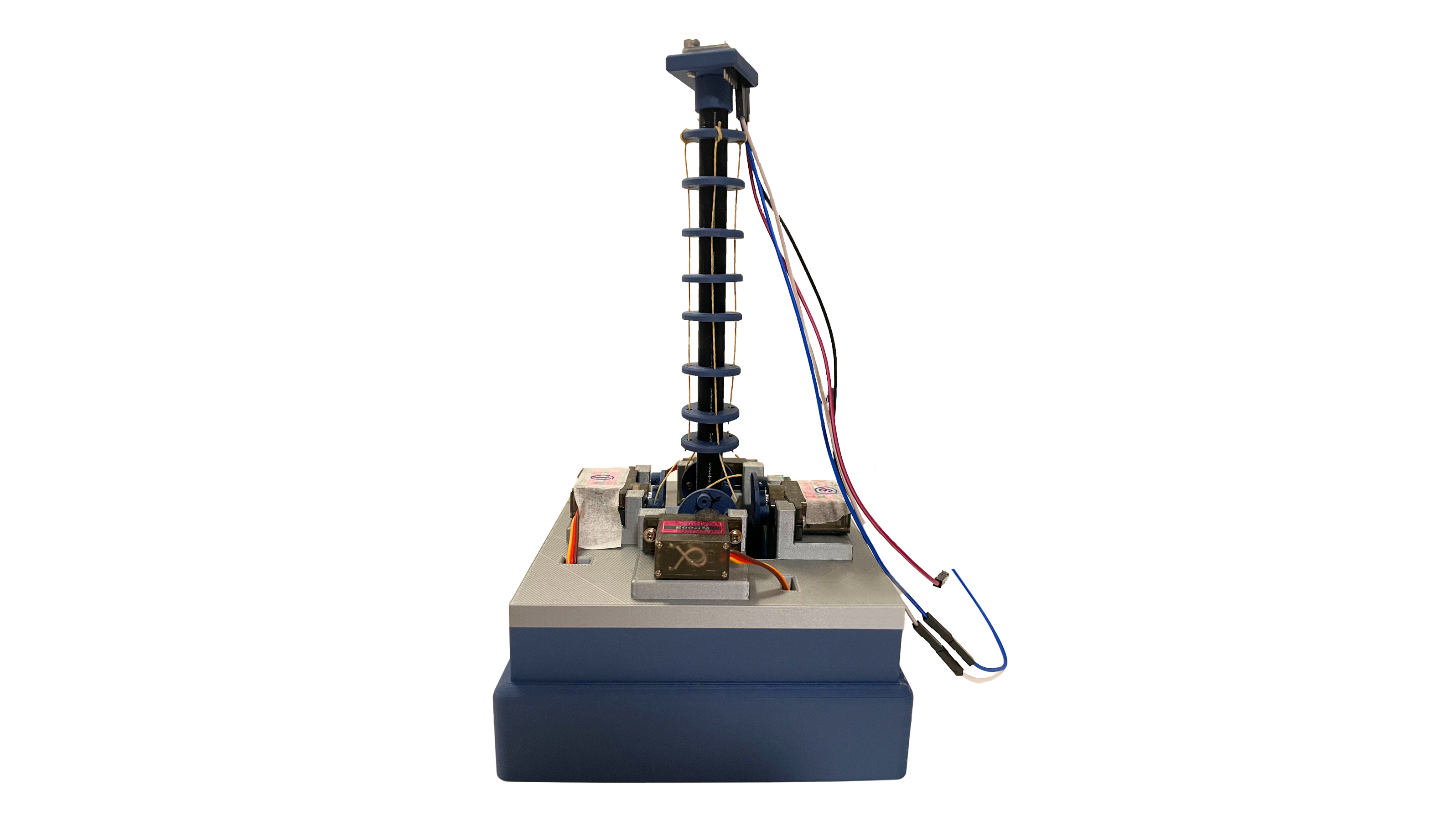
Fully-assembled prototype
Video: Pump Testing
Video of successful rotary vane pump test
Part 1: Fabrication
A Note on Precision Tolerancing
Rotary vane pumps require precise tolerances to function properly. This prevents interference and friction between rotating components, while also allowing for requisite operating pressures to be maintained. For example, the four teflon vanes used in this pump were milled manually to a tolerance of ±0.0005".
Machining Processes Used in Fabrication
• Lathe • Laser cutter
• CNC • 3-axis end mill
• Water jet cutter • Sand casting
• Injection molding • Shrink fitting
• CNC • 3-axis end mill
• Water jet cutter • Sand casting
• Injection molding • Shrink fitting
Footage of sand casting the bearing housings in aluminum
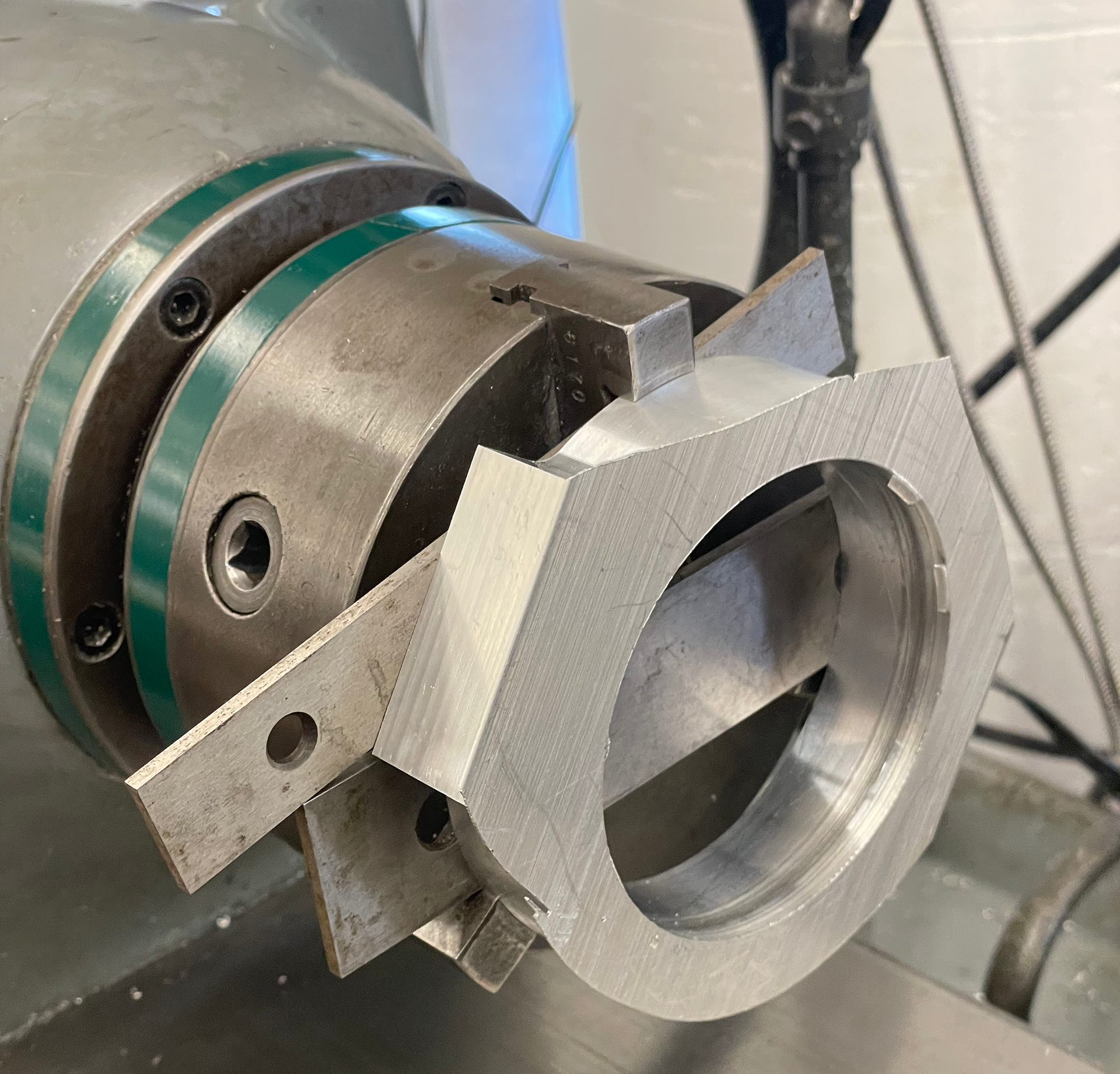
Machining of housing during an interrupted cut on the lathe
Footage of CNC milling of vane slots into rotor after turning on lathe
Part 2: Pump Redesign
The second part of this project was completed as a group. The pump fabricated in Part I was redesigned to meet a set of simulated operational requirements for pumping polyvinyl acetate in a factory setting.
A DFM (design for manufacturing) approach directed the design process. GT&T was used to communicate the functional requirements of each component, while minimizing costs associated with tolerancing.
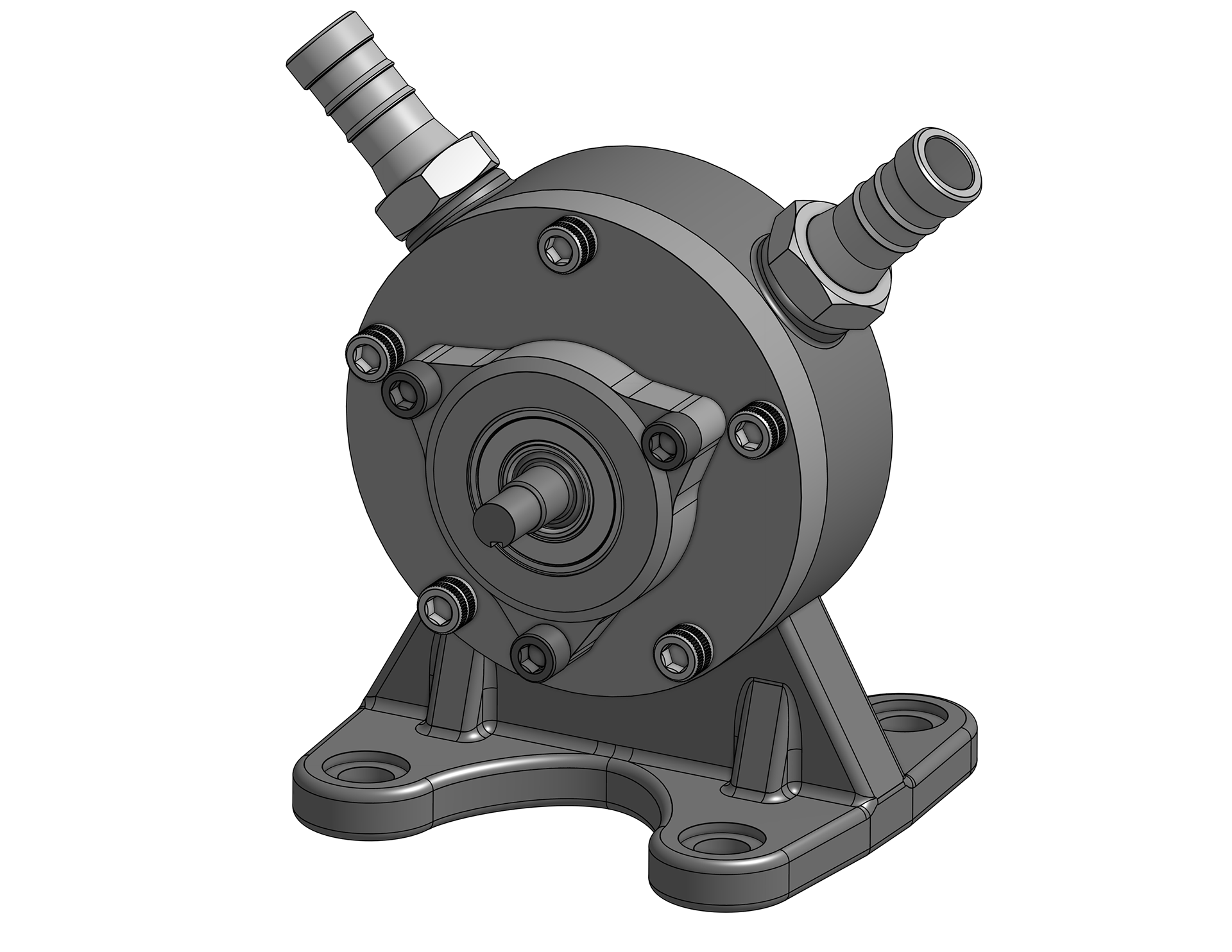
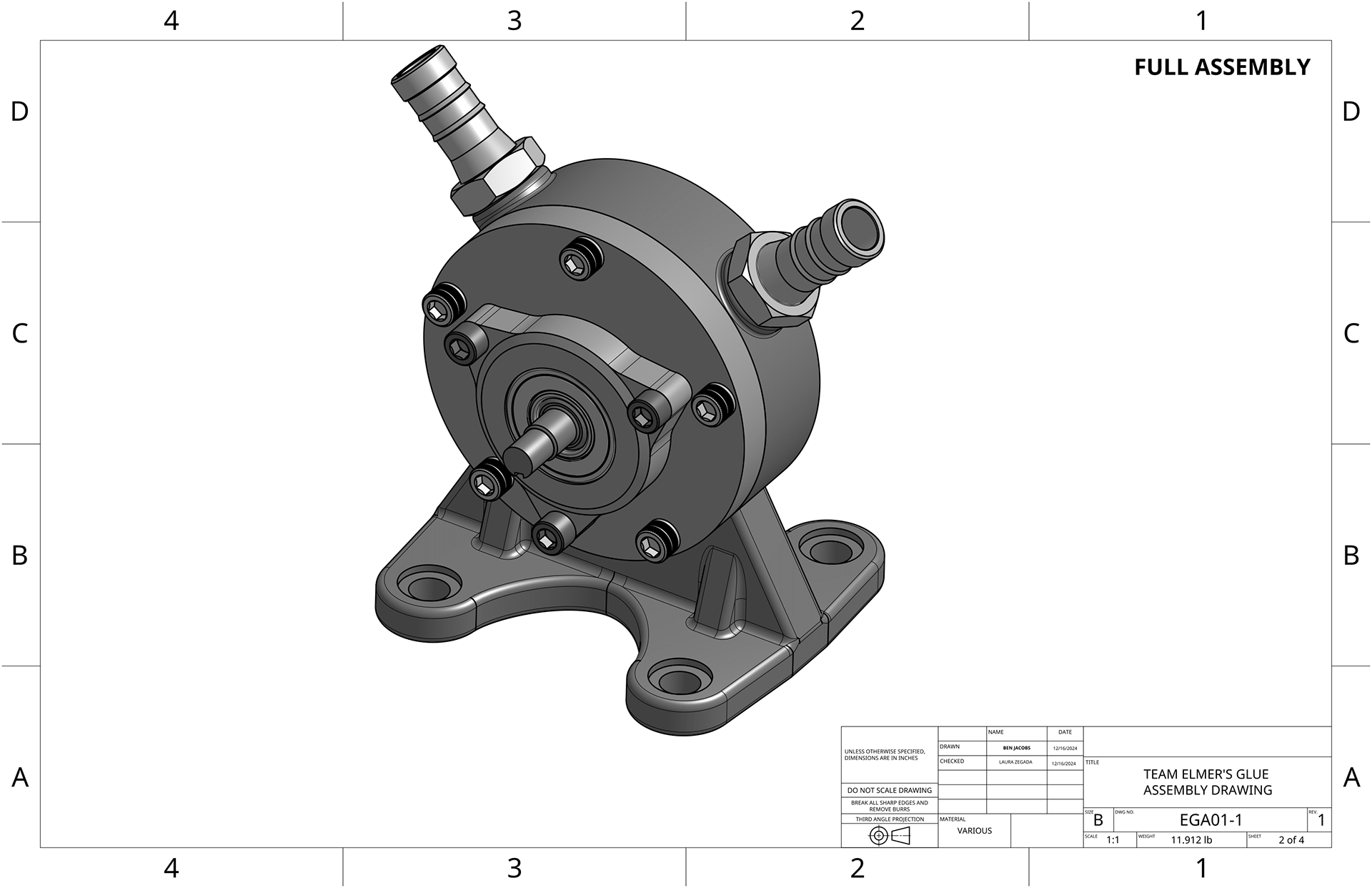
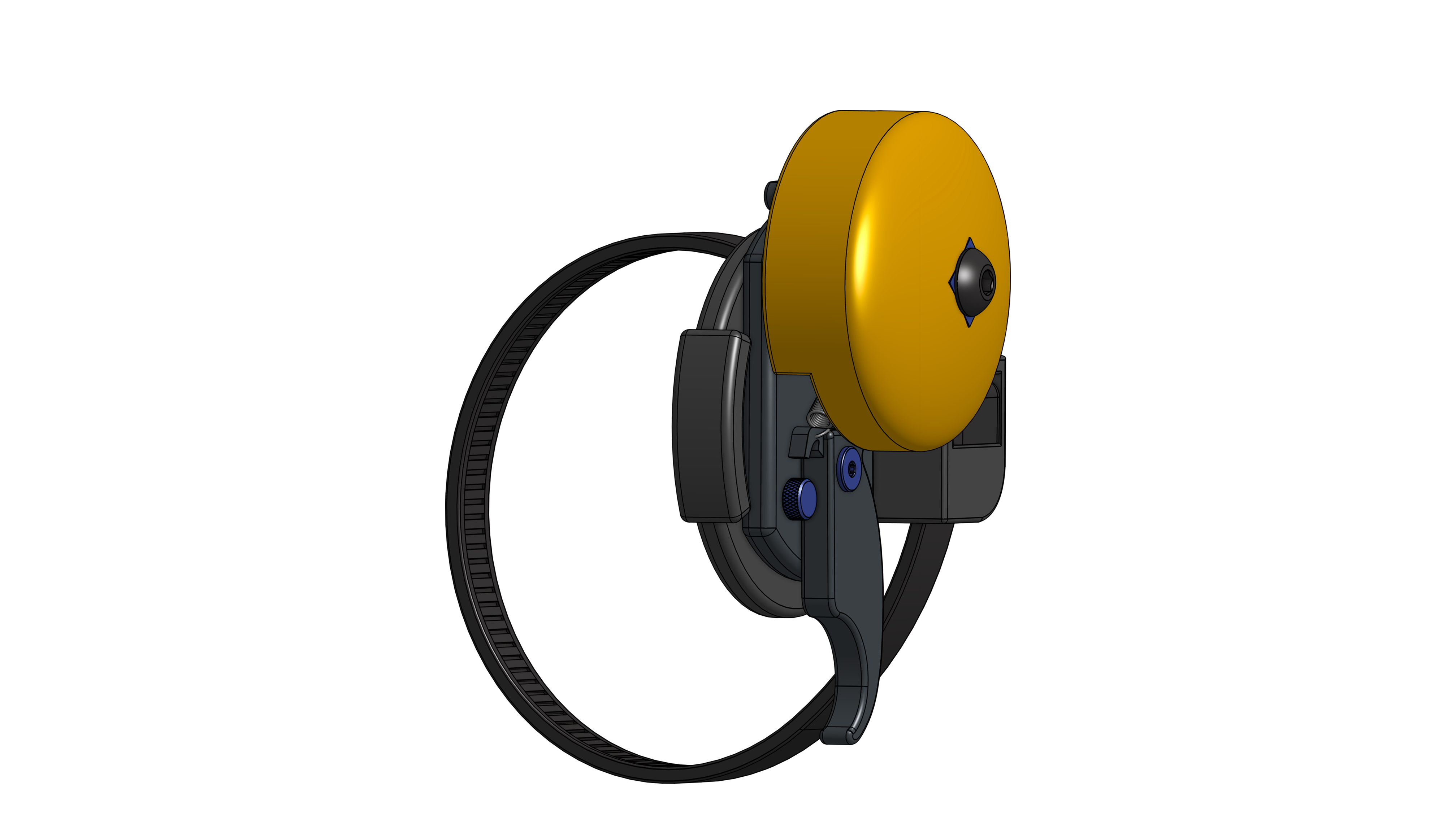
CAD rendering of pump redesign
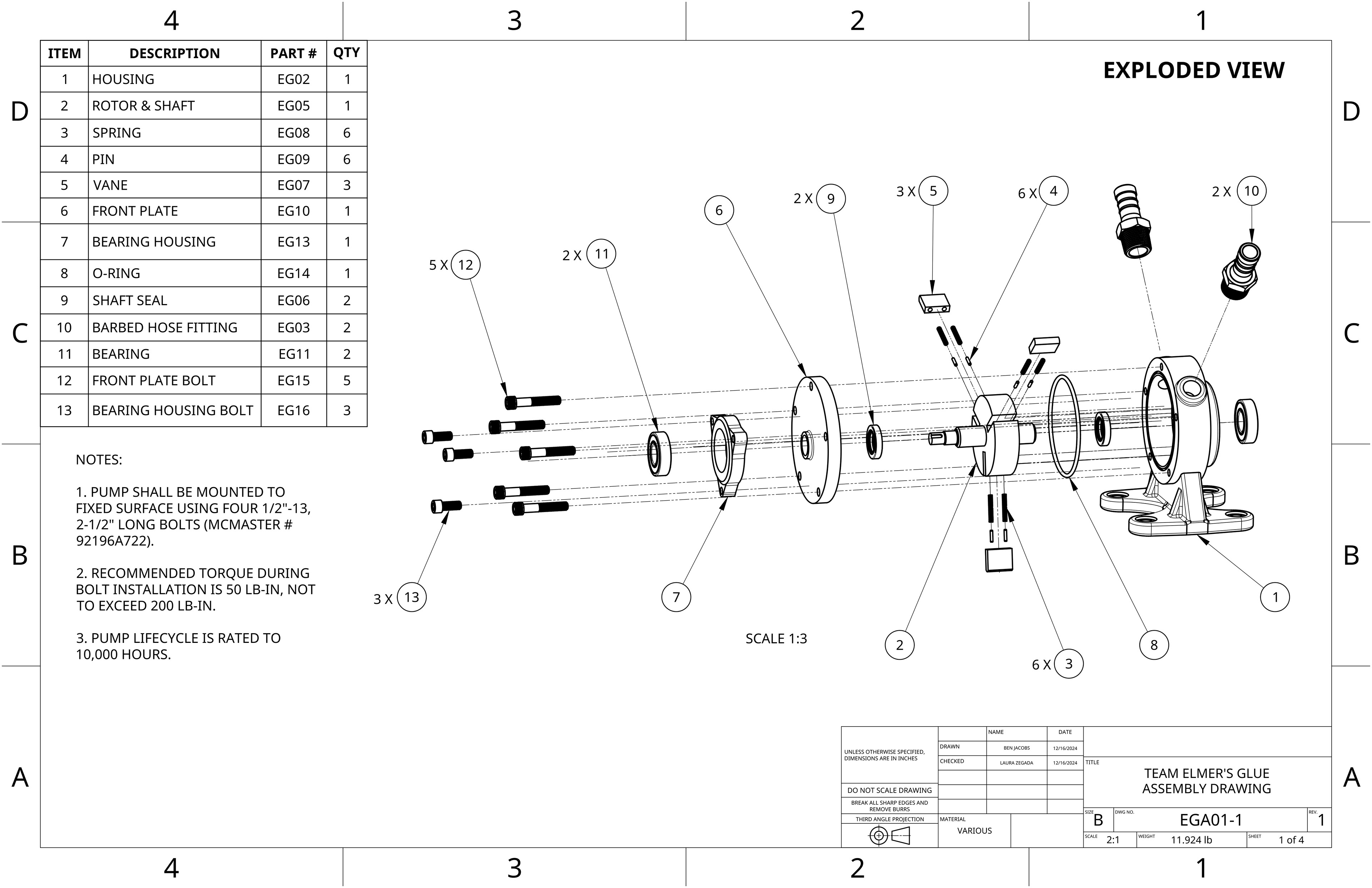
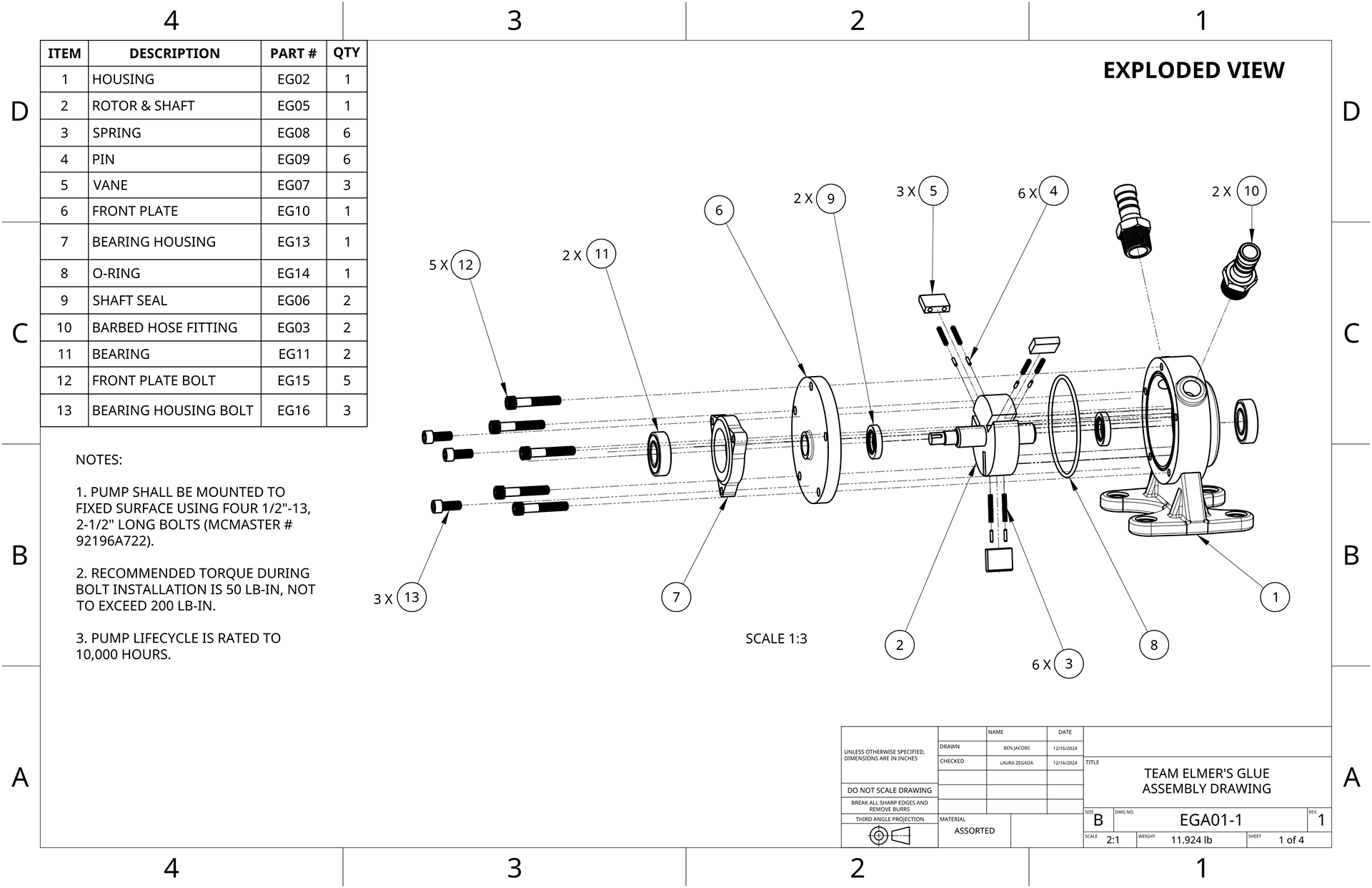
Exploded drawing view of redesigned pump assembly for polyvinyl acetate
Applications, Specifications, & Requirements
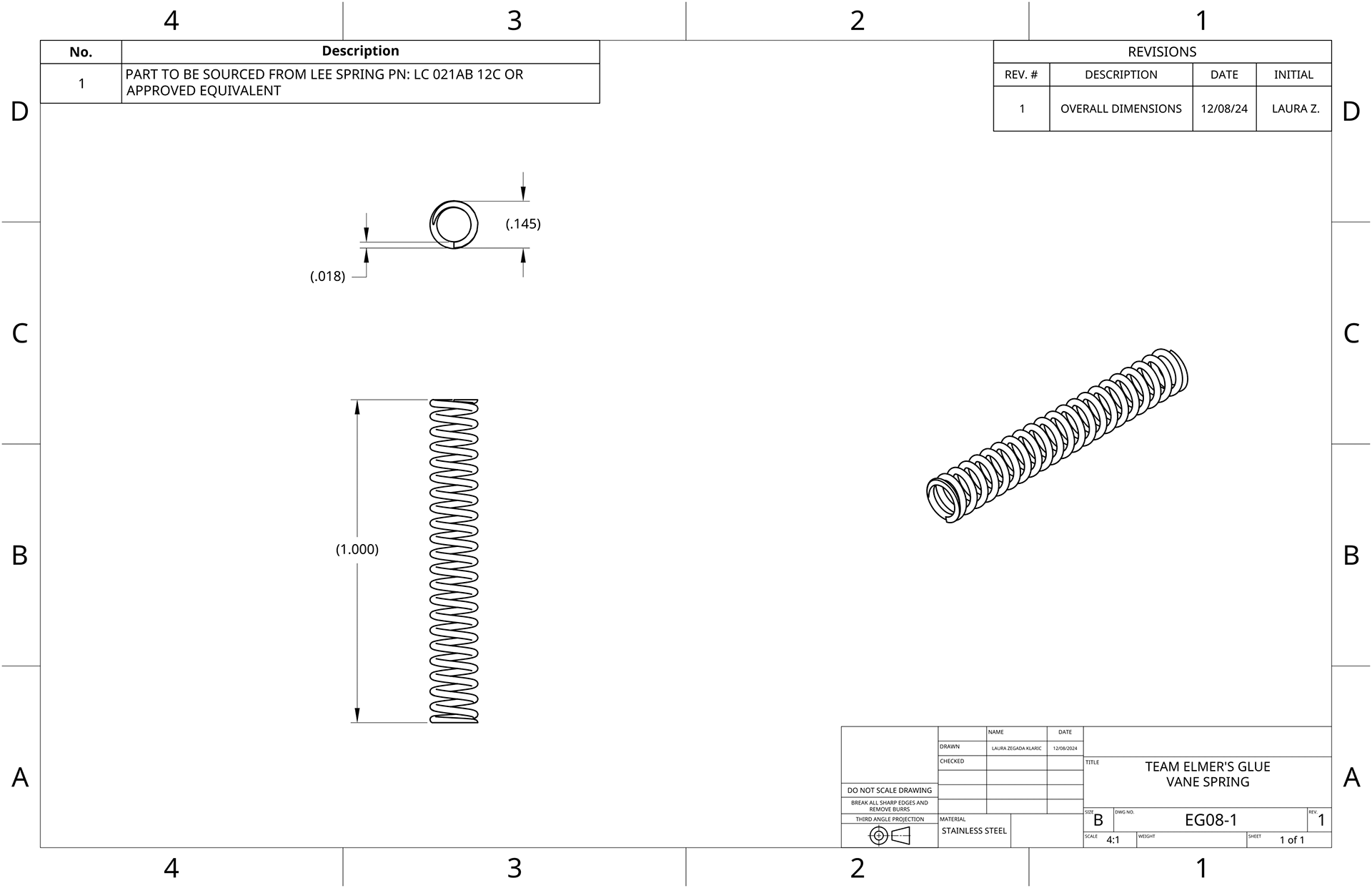
The design specifications which guided the pump redesign are summarized to the left. While the original pump had water as a working fluid, the redesigned pump had to be modified to pump a highly-viscous fluid (polyvinyl acetate). The fluid dynamic changes resulting from this change required several mechanical modifications, including spring-loaded vanes.
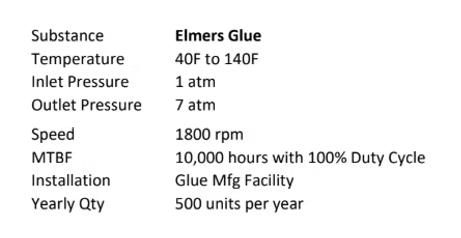
Simulated design specifications for pump redesign
Design & Manufacturing Justifications
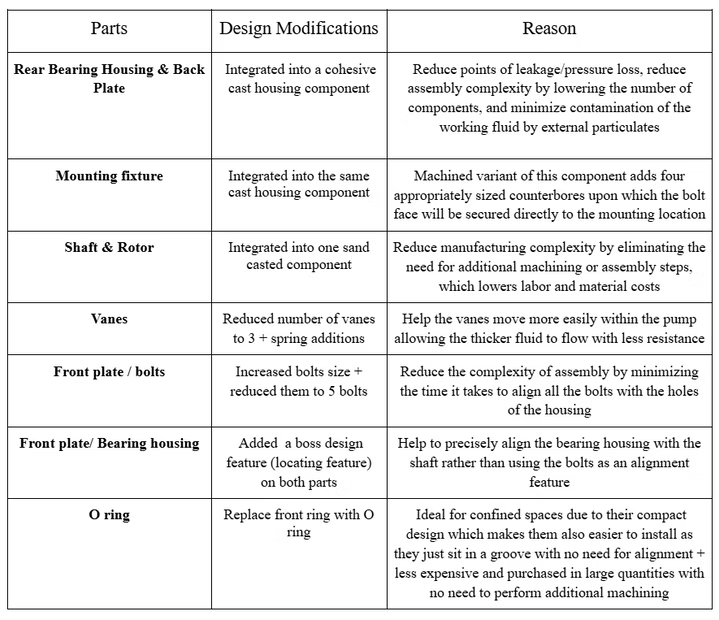
To the left is a summary of design modifications made for the pumping of polyvinyl acetate. These changes were implemented to optimize the pump's mechanical design for pumping a highly-viscous fluid, to improve maintenance access, and for financial optimization related to manufacturing processes.
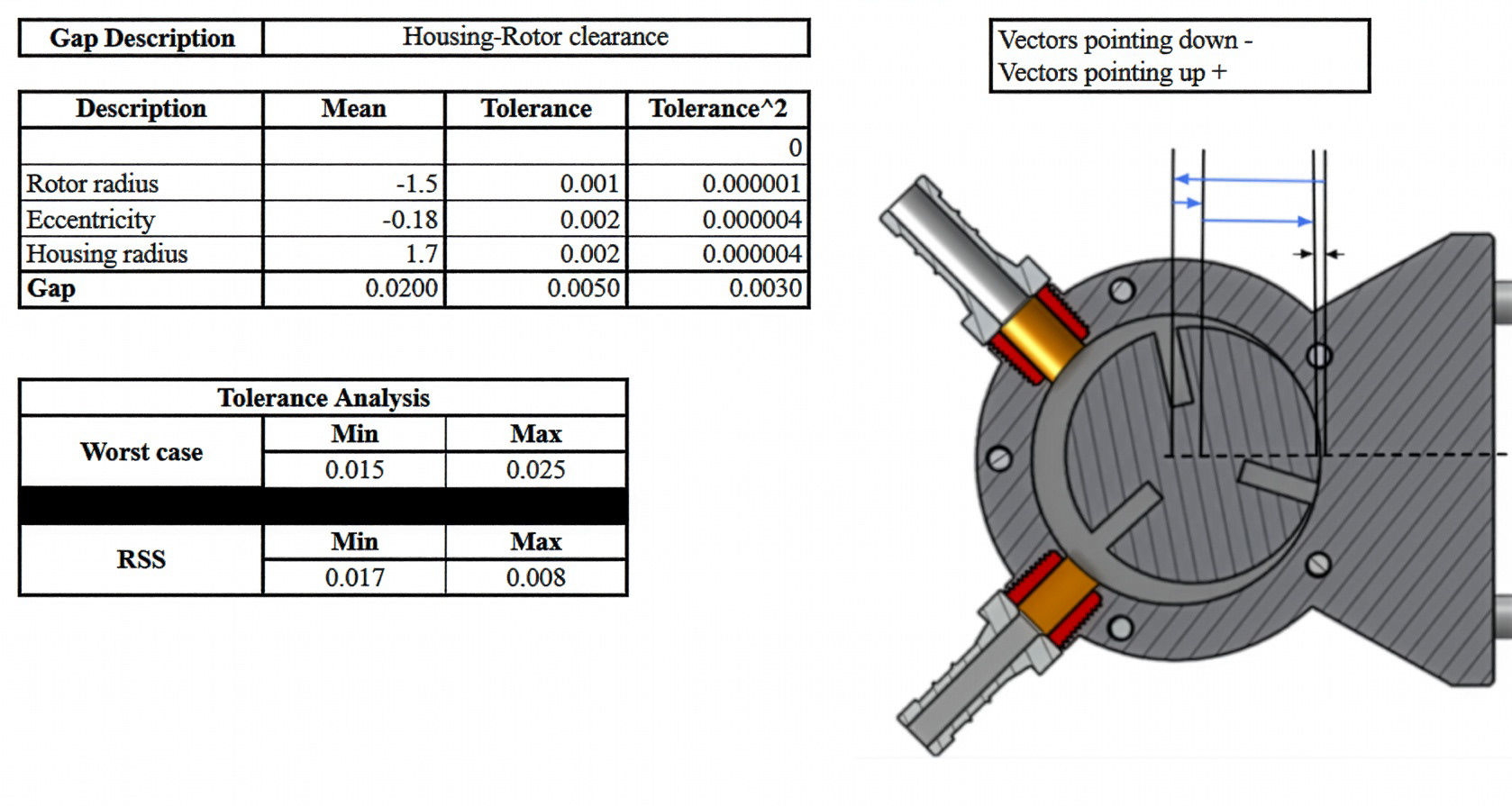
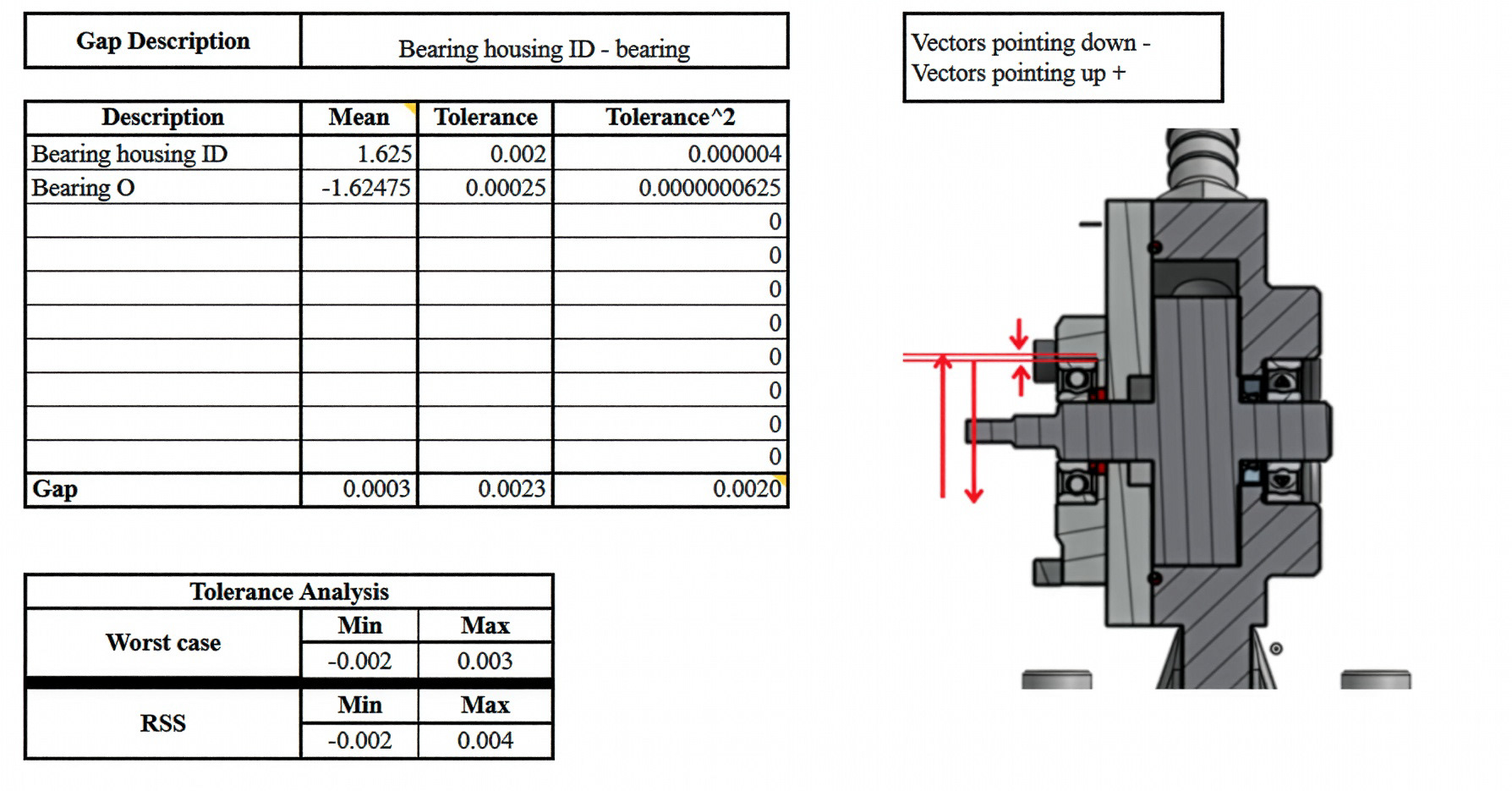
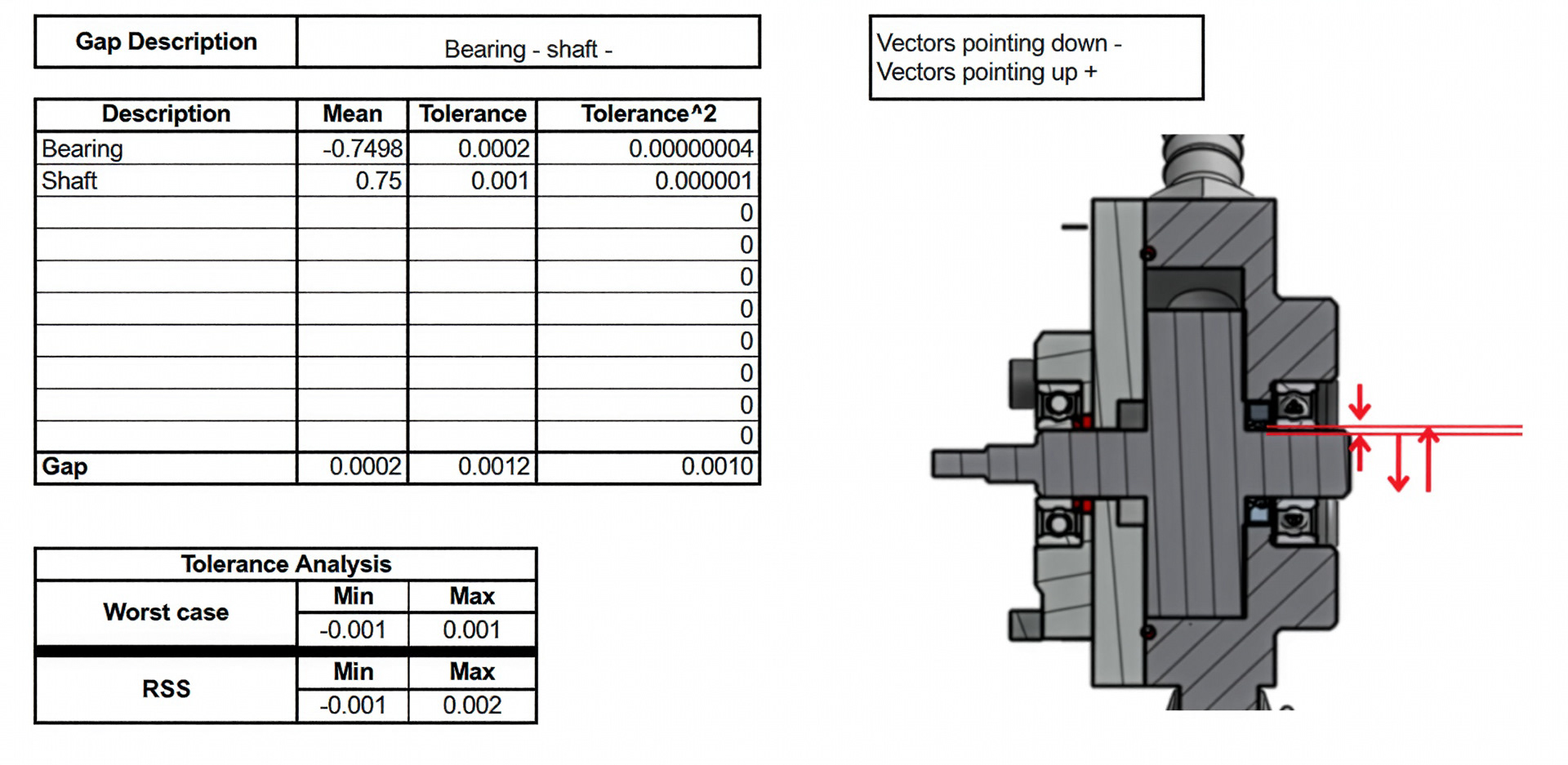
Tolerance Analysis
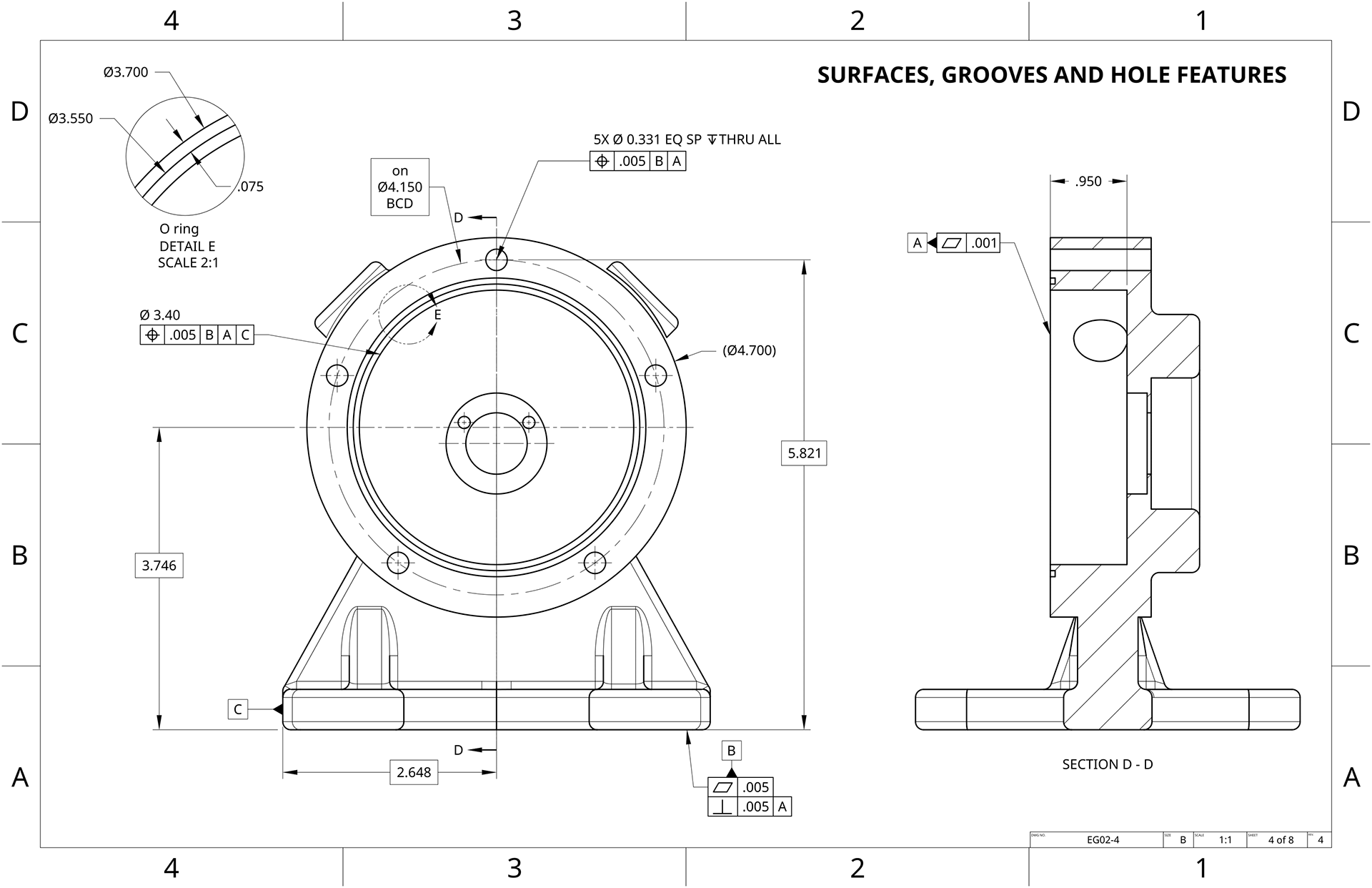
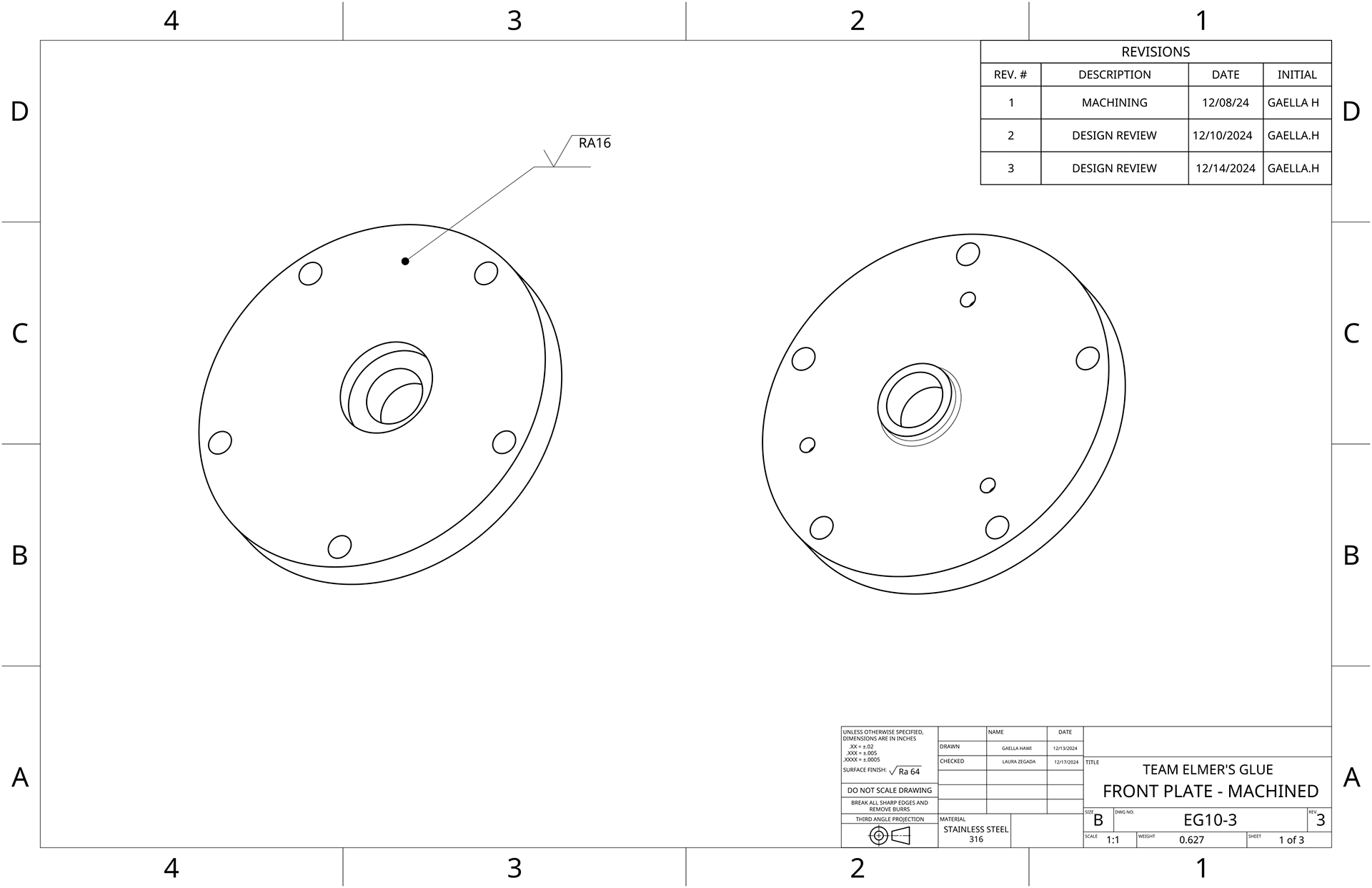
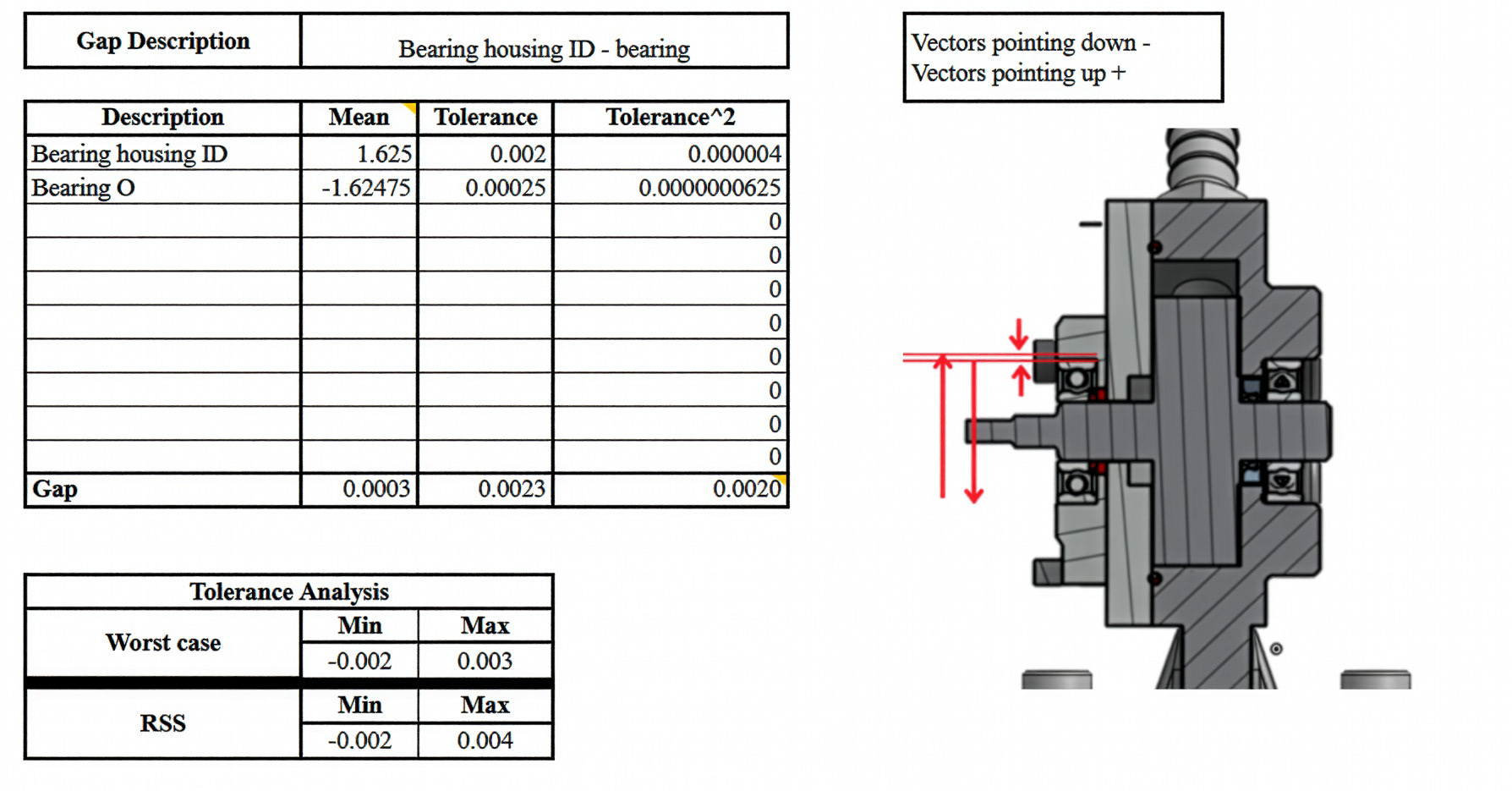
The tolerances for mating parts were determined through a tolerance analysis. This informed the appropriate engineering fits (clearance, interference, transition) required for the pump to function. The clearance between the rotor and interior surface of the housing was particularly important. These tolerances were then communicated via GD&T in the final drawing stack, which is included at the bottom of this project page.
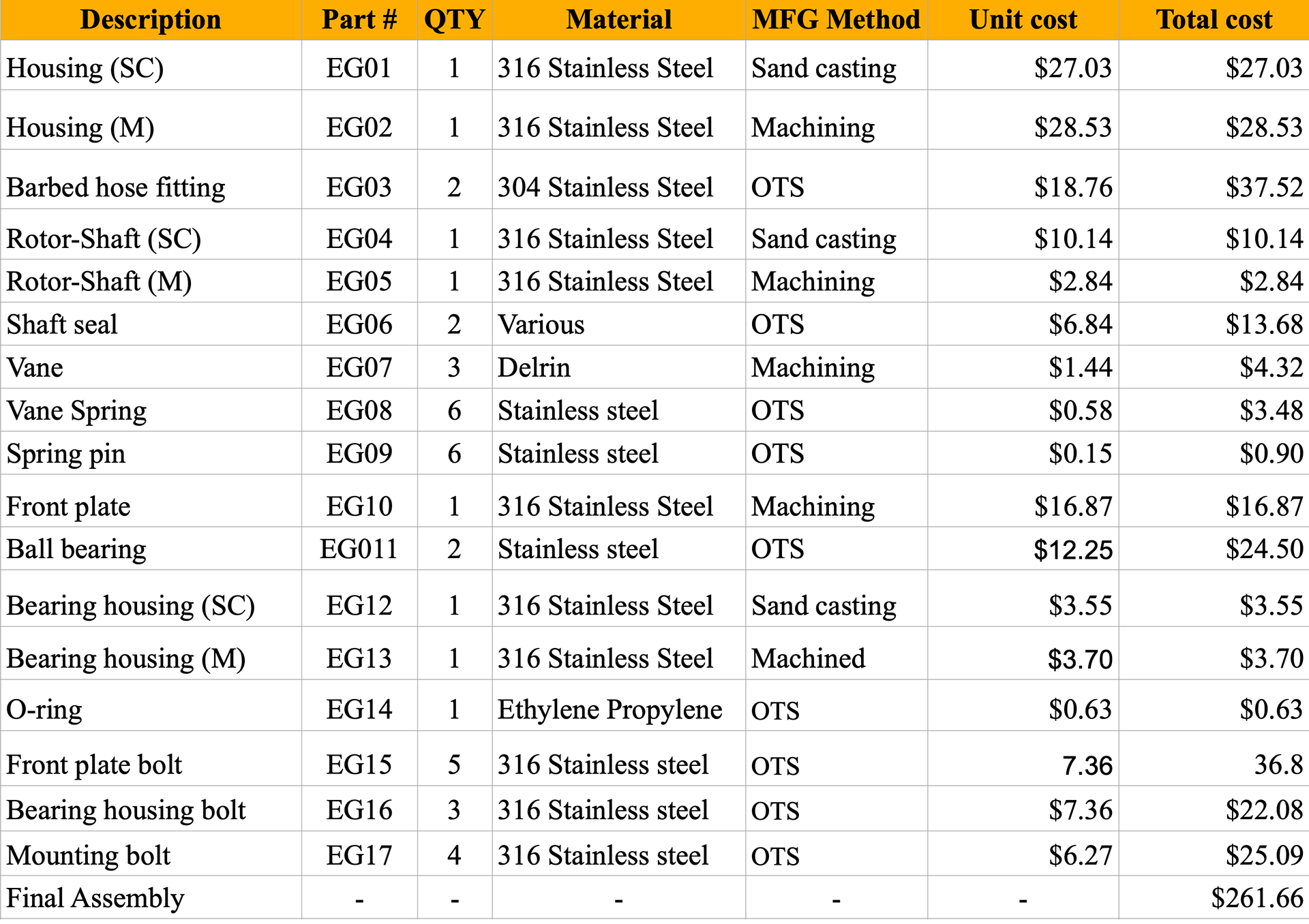
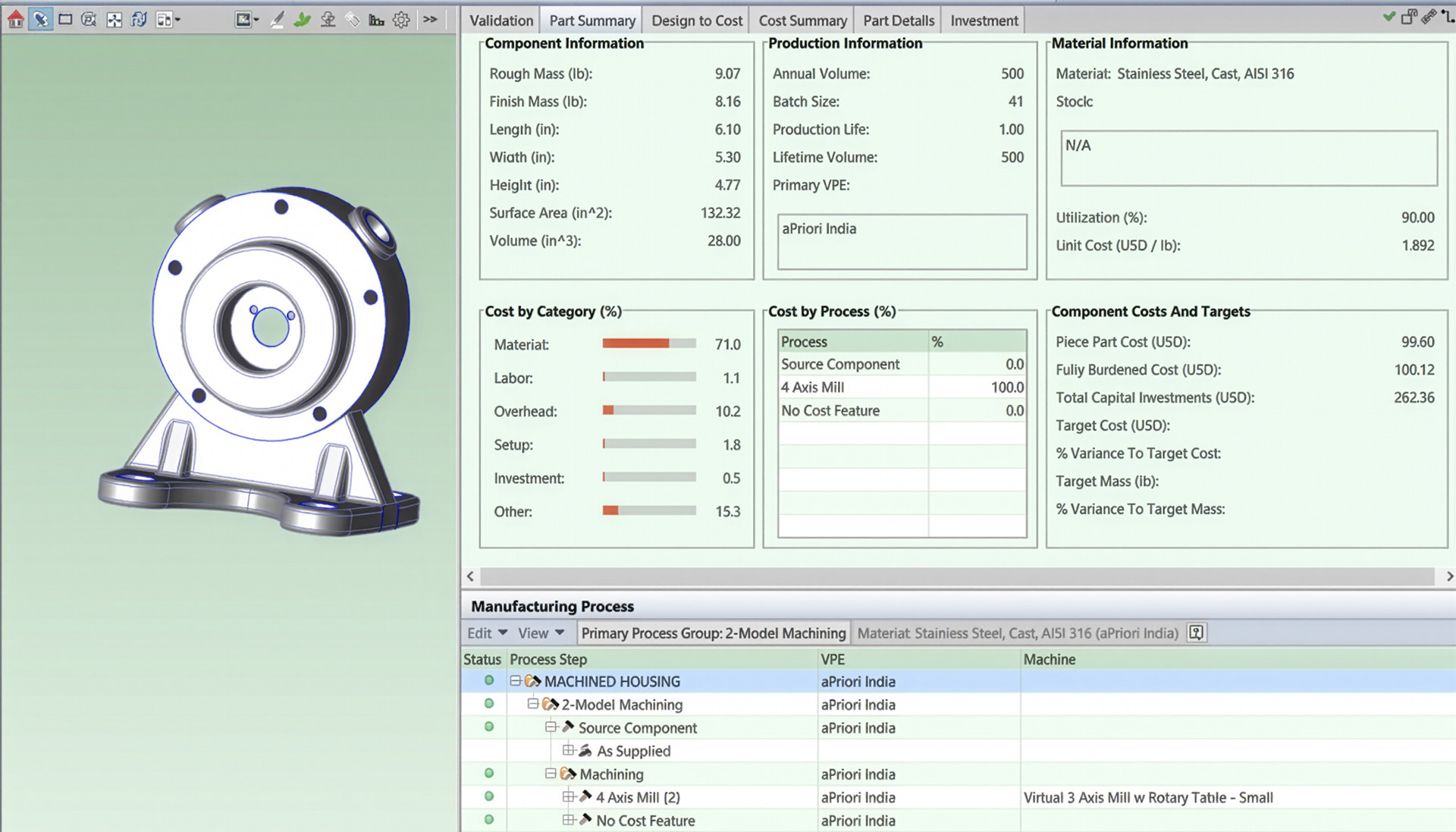
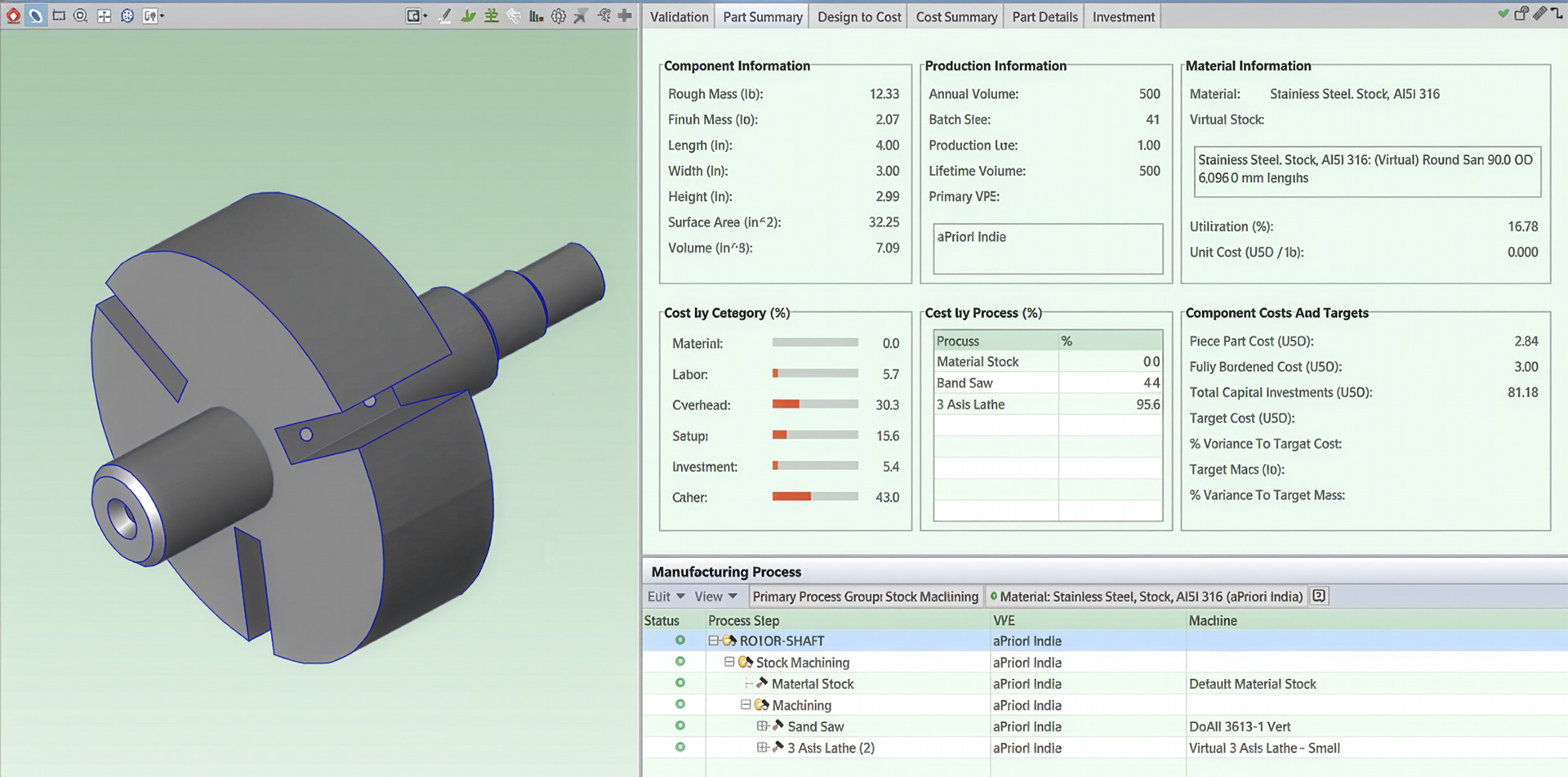
Production Cost Optimization & Analysis
The table to the right summarizes production costs for each component and the final assembly. Costing for each component was determined using aPriori, as a function of material, production method, and manufacturing location.
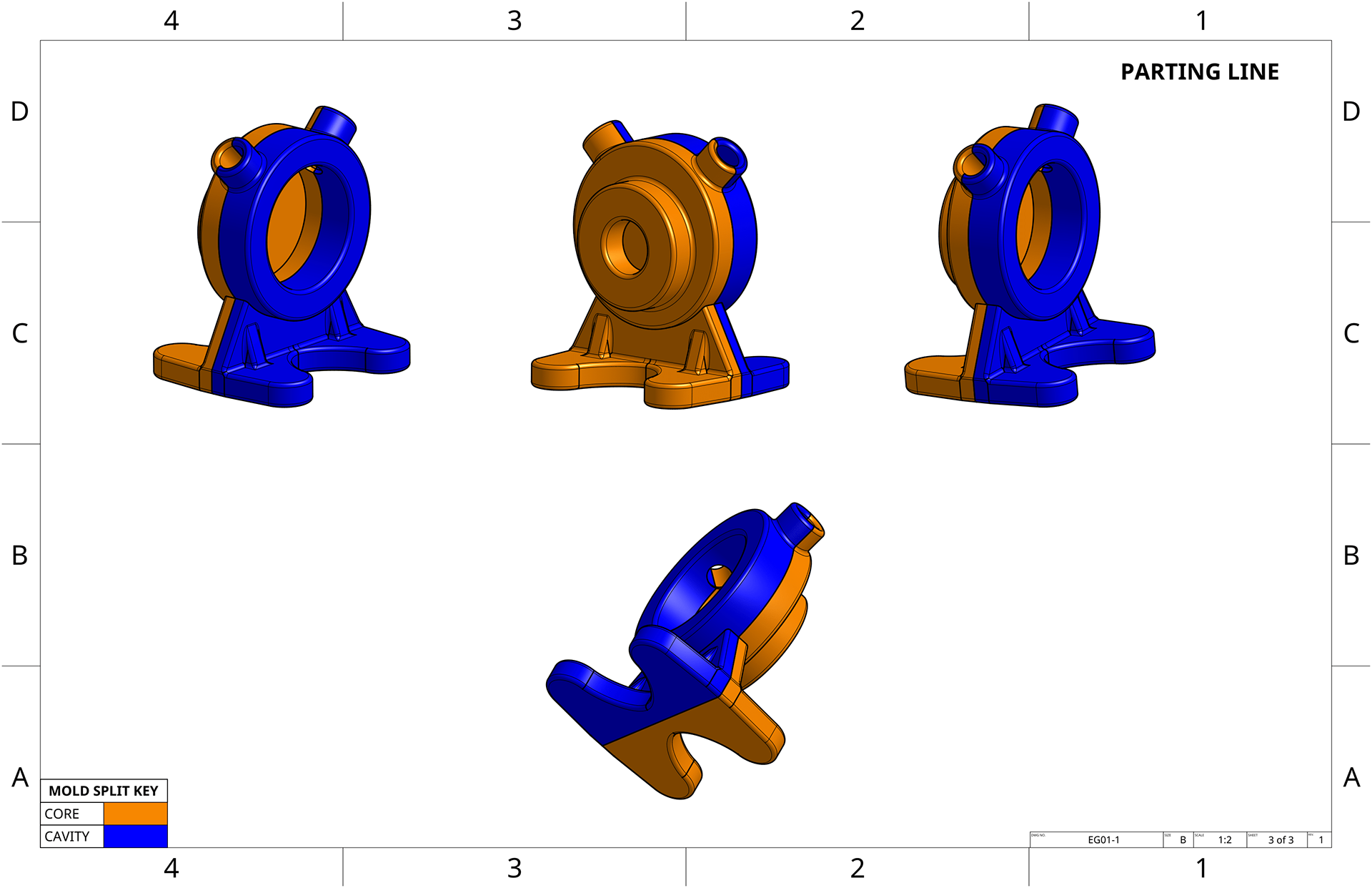
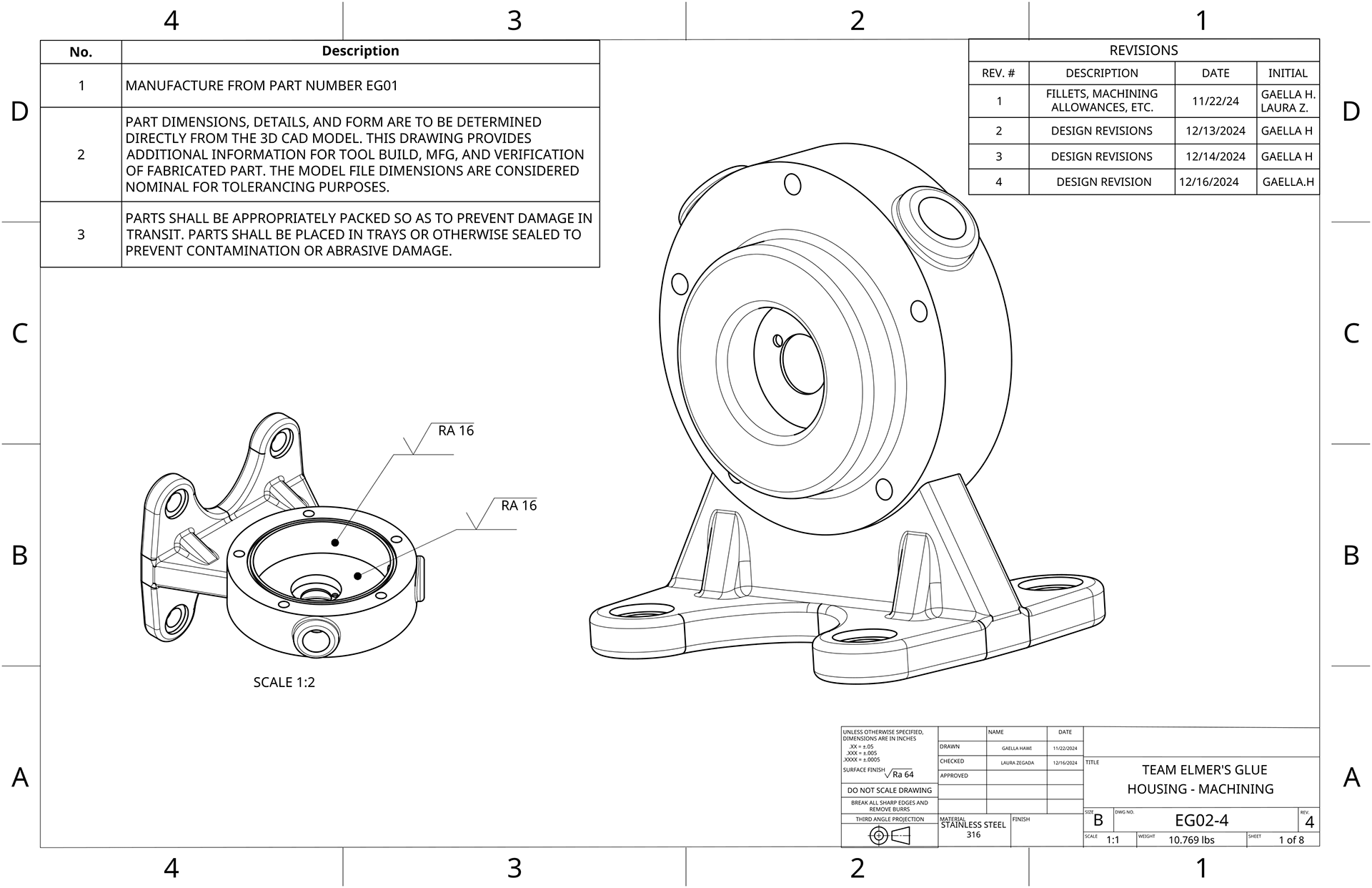
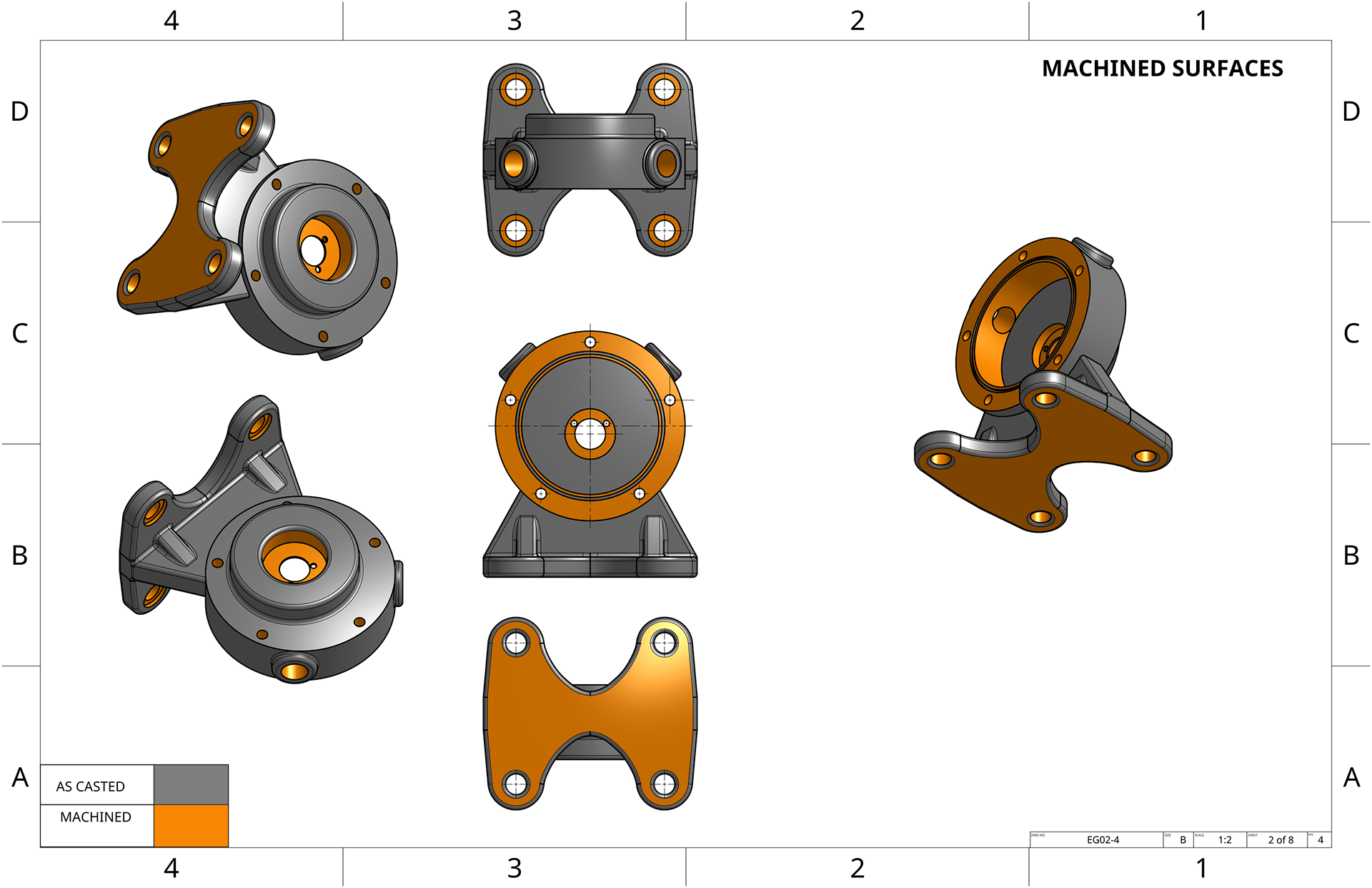
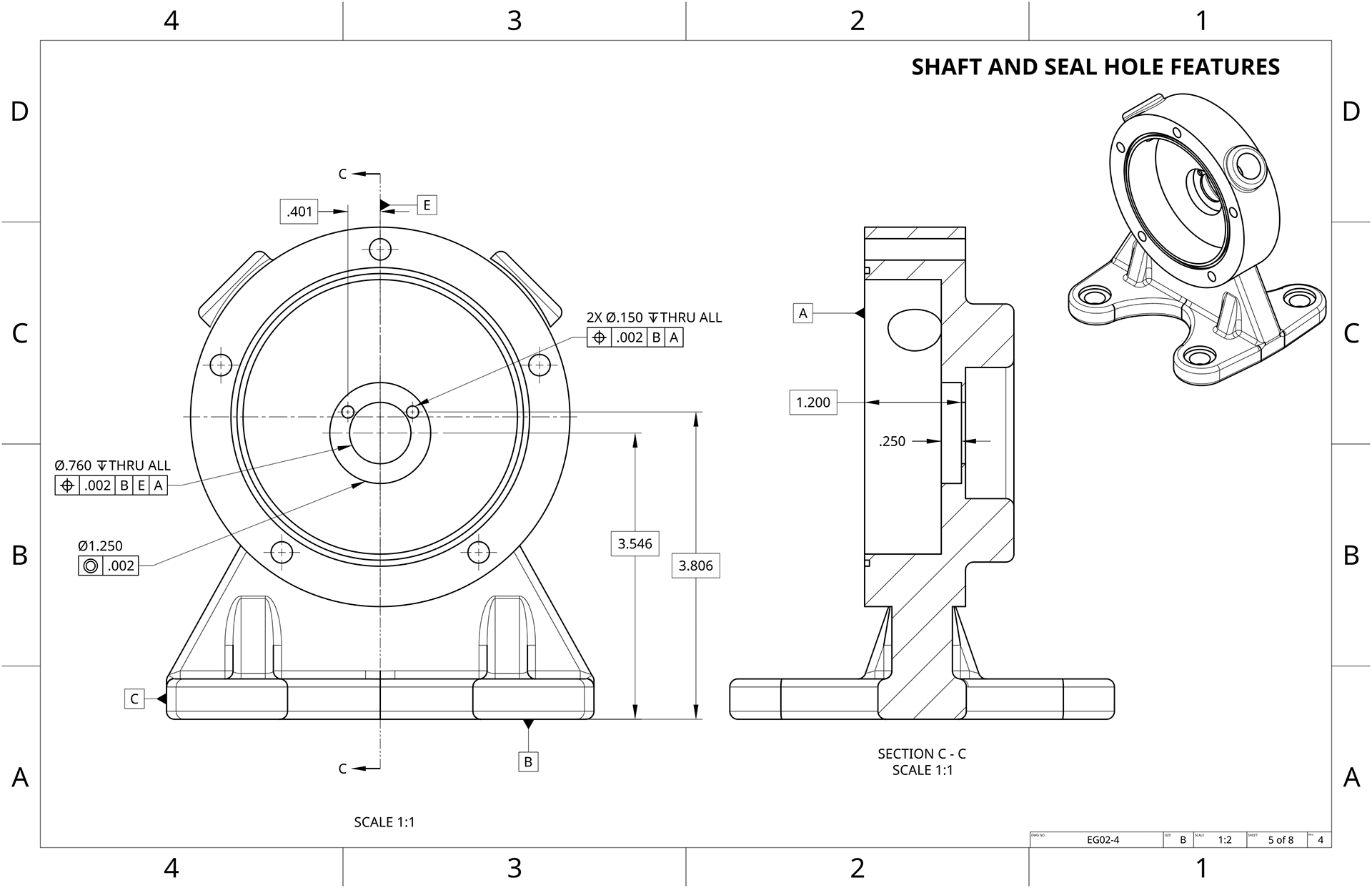
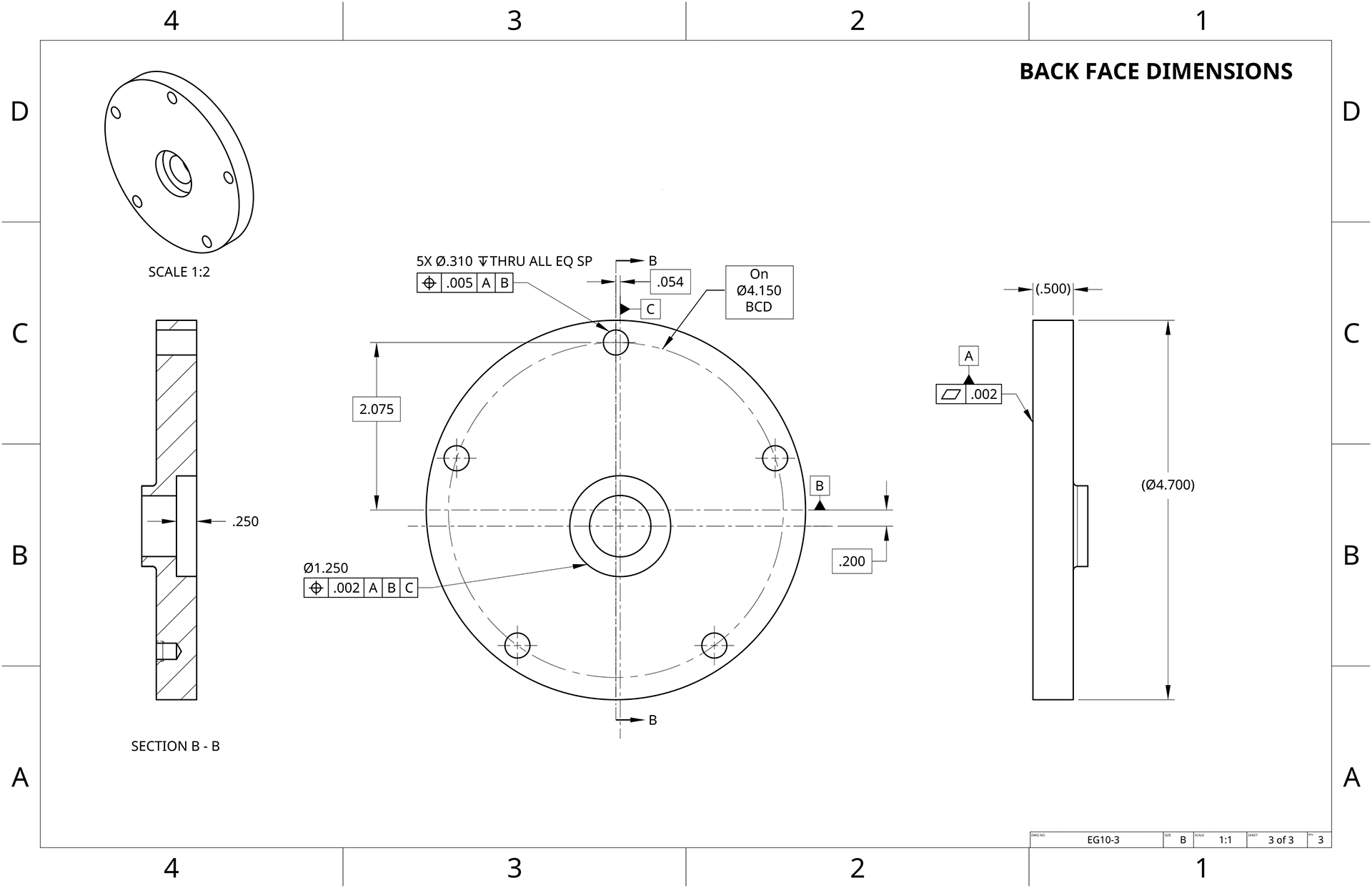
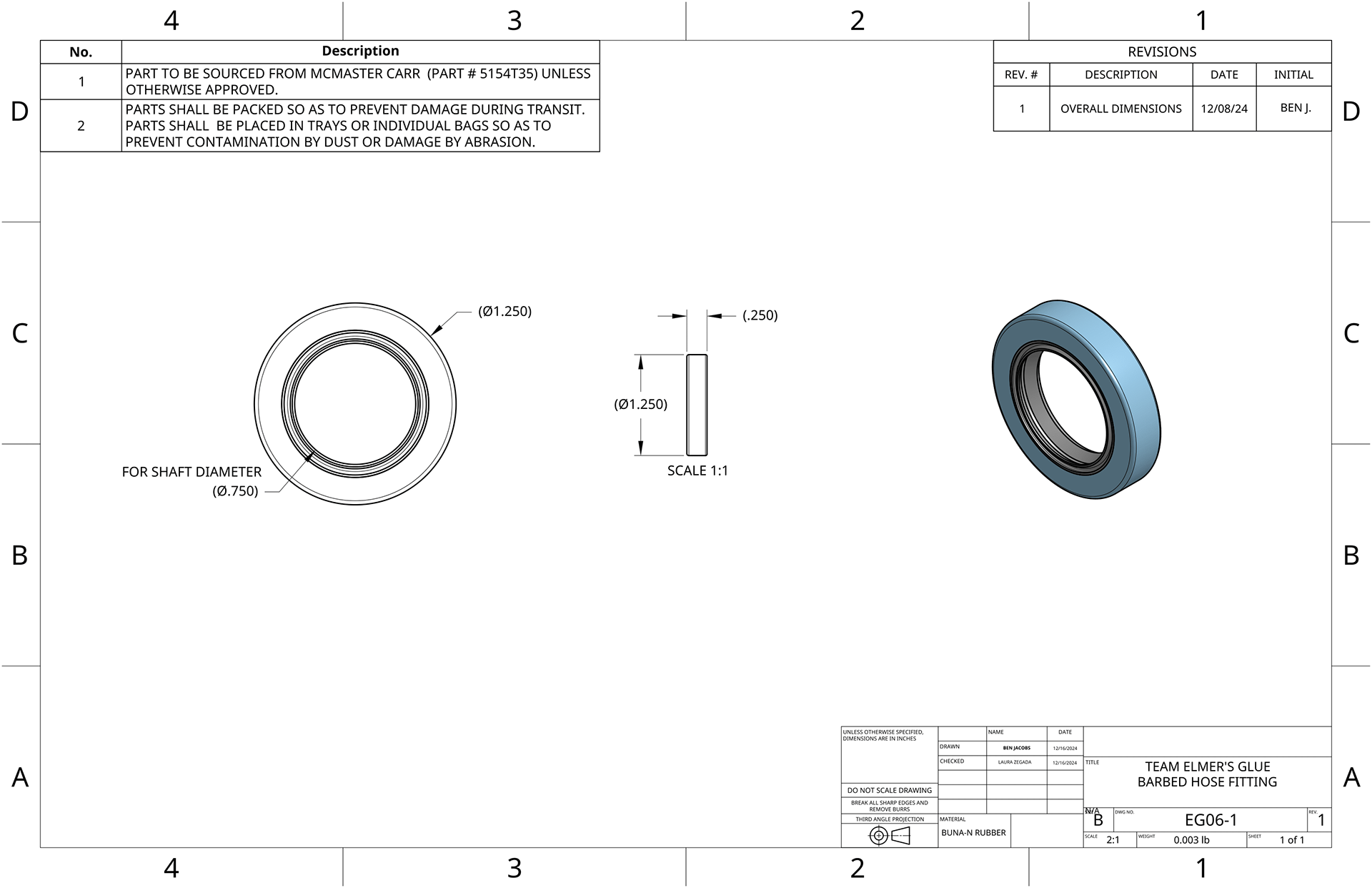
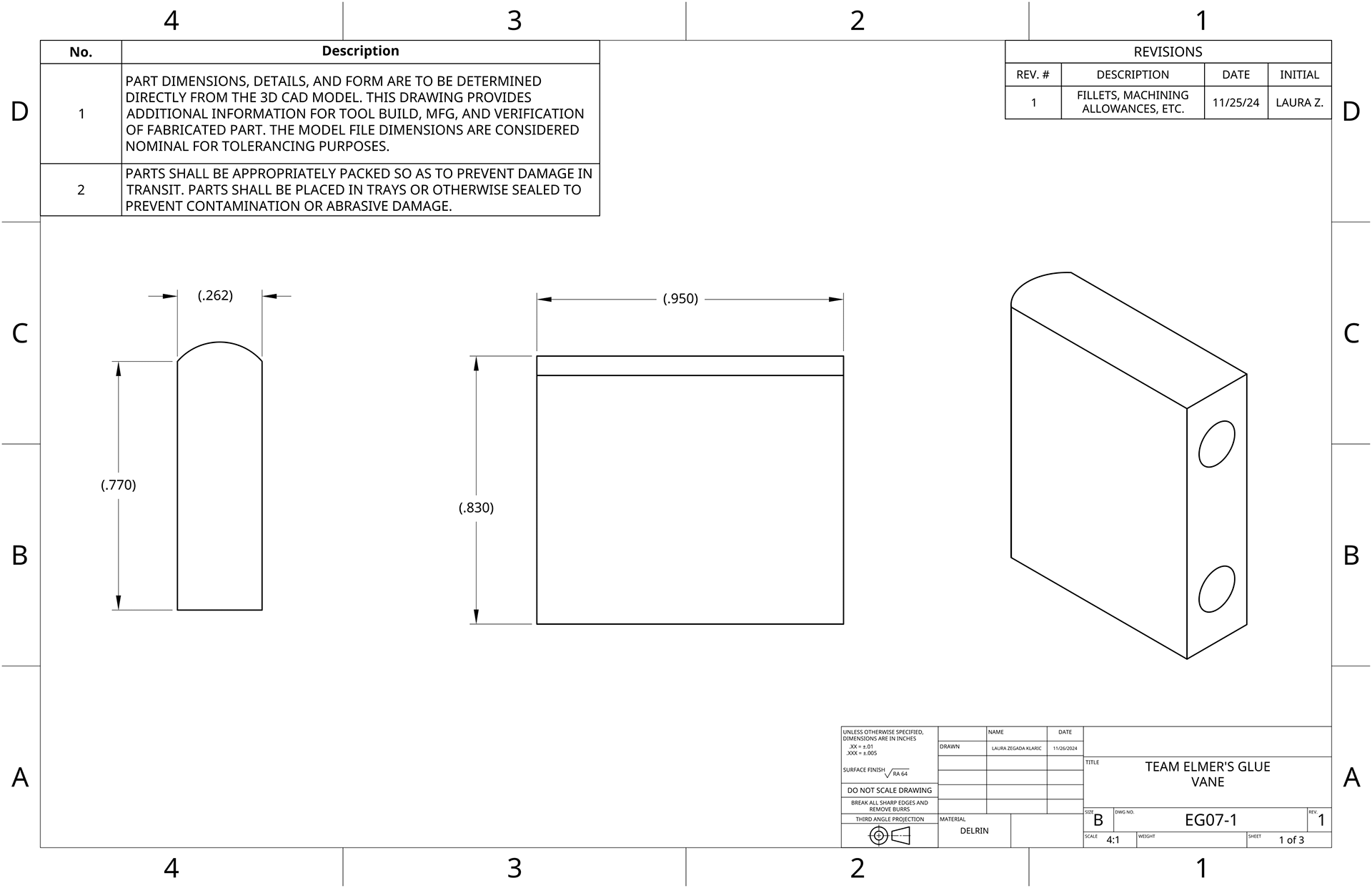
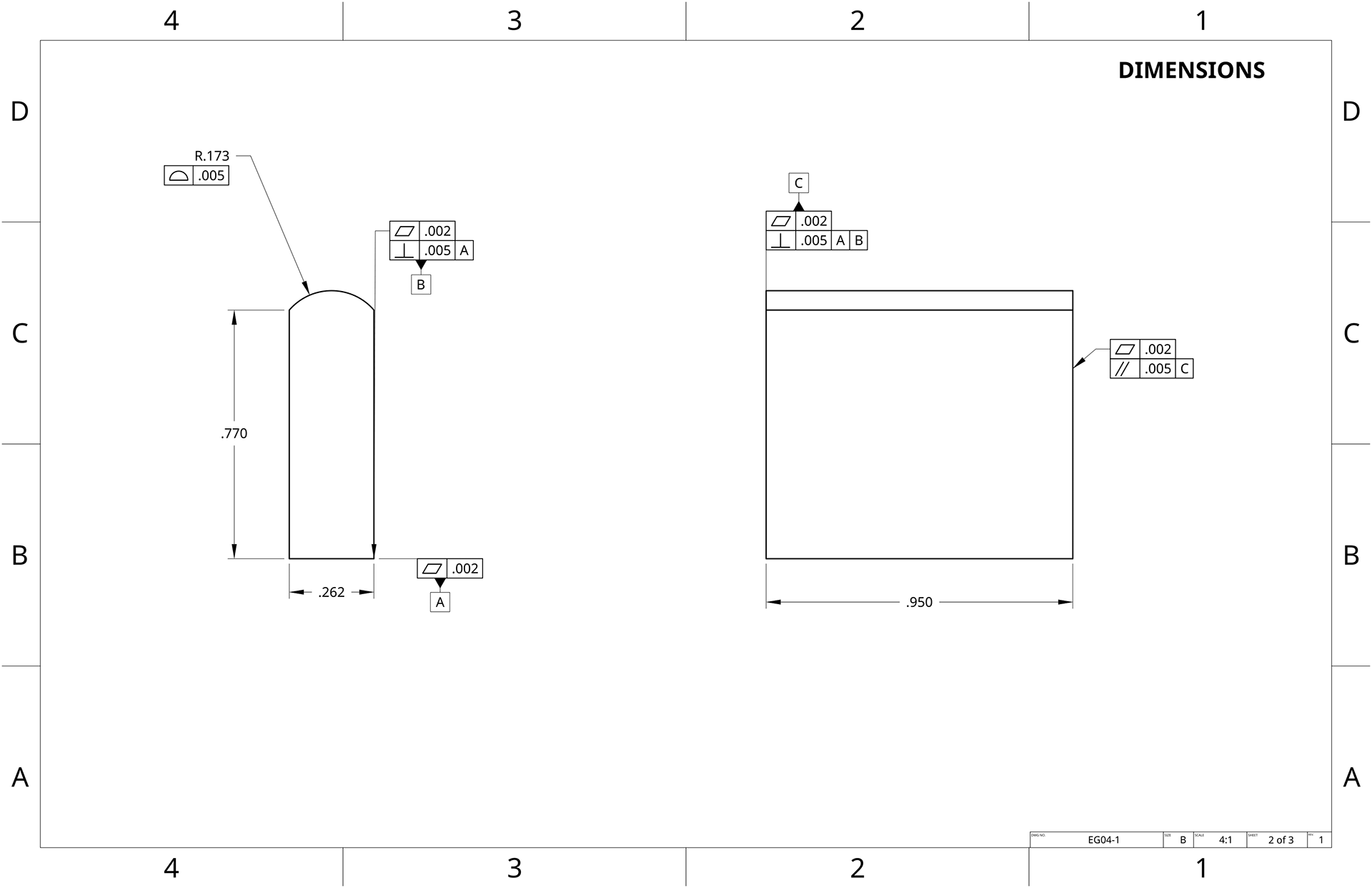
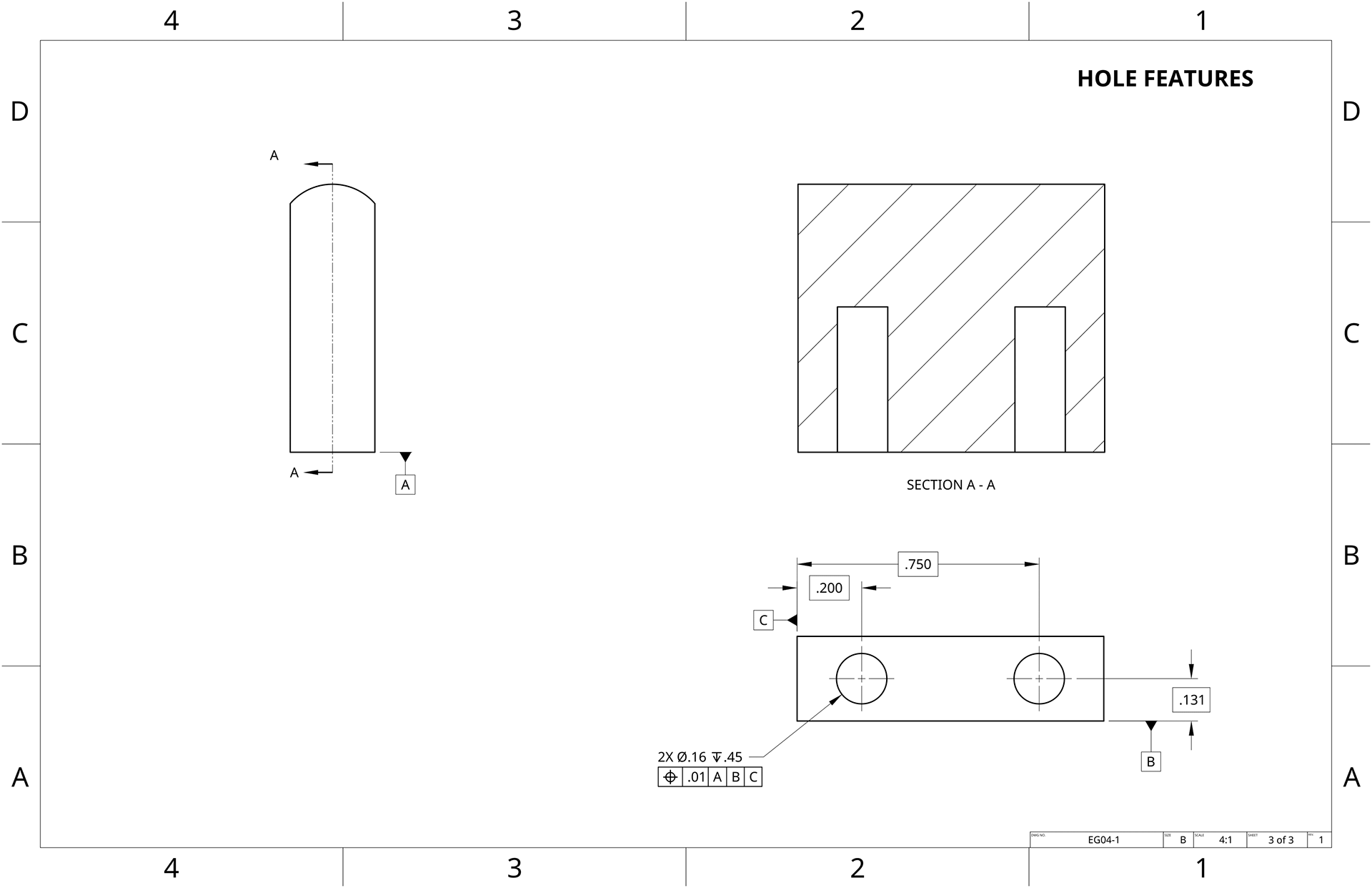
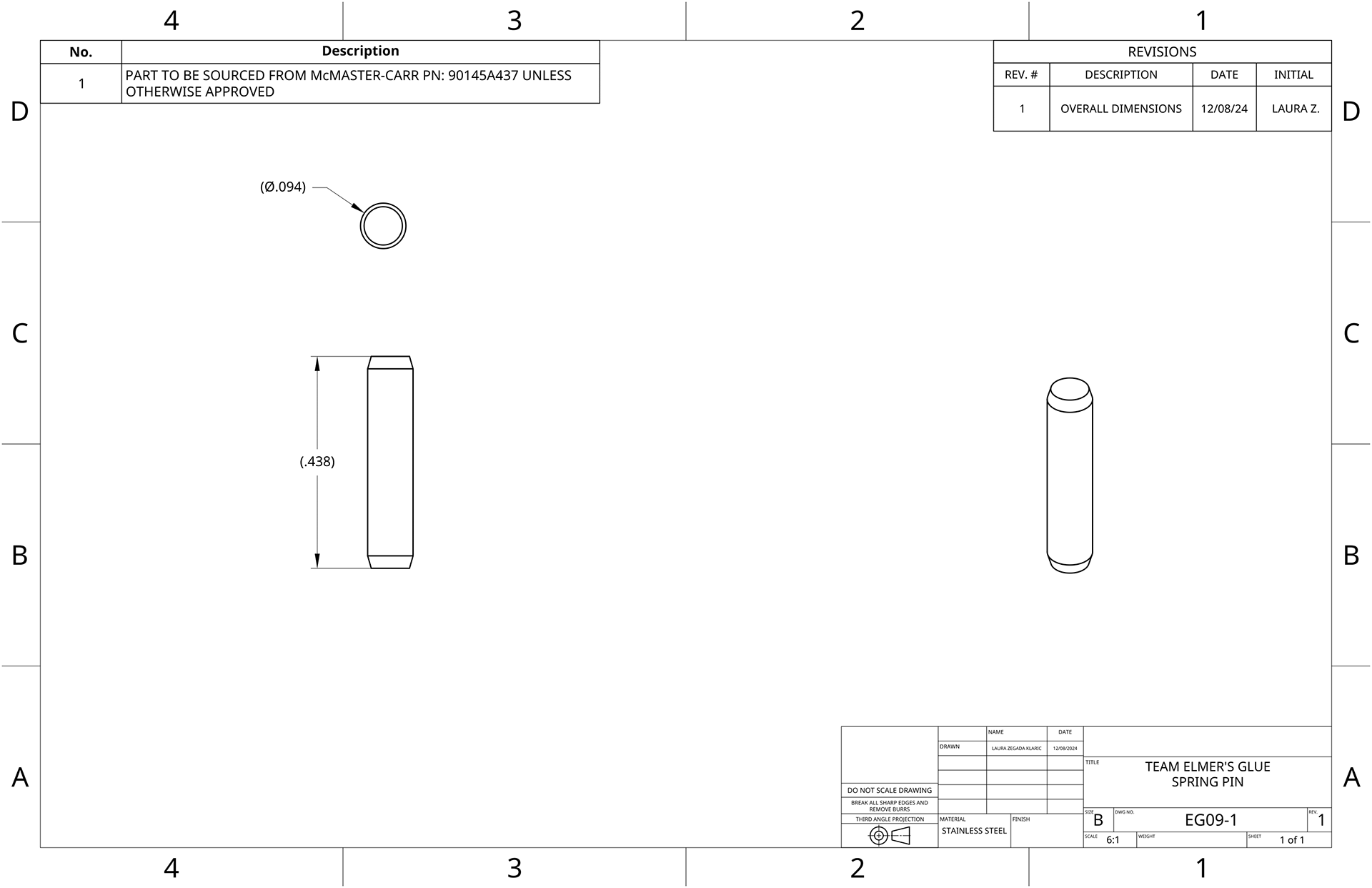
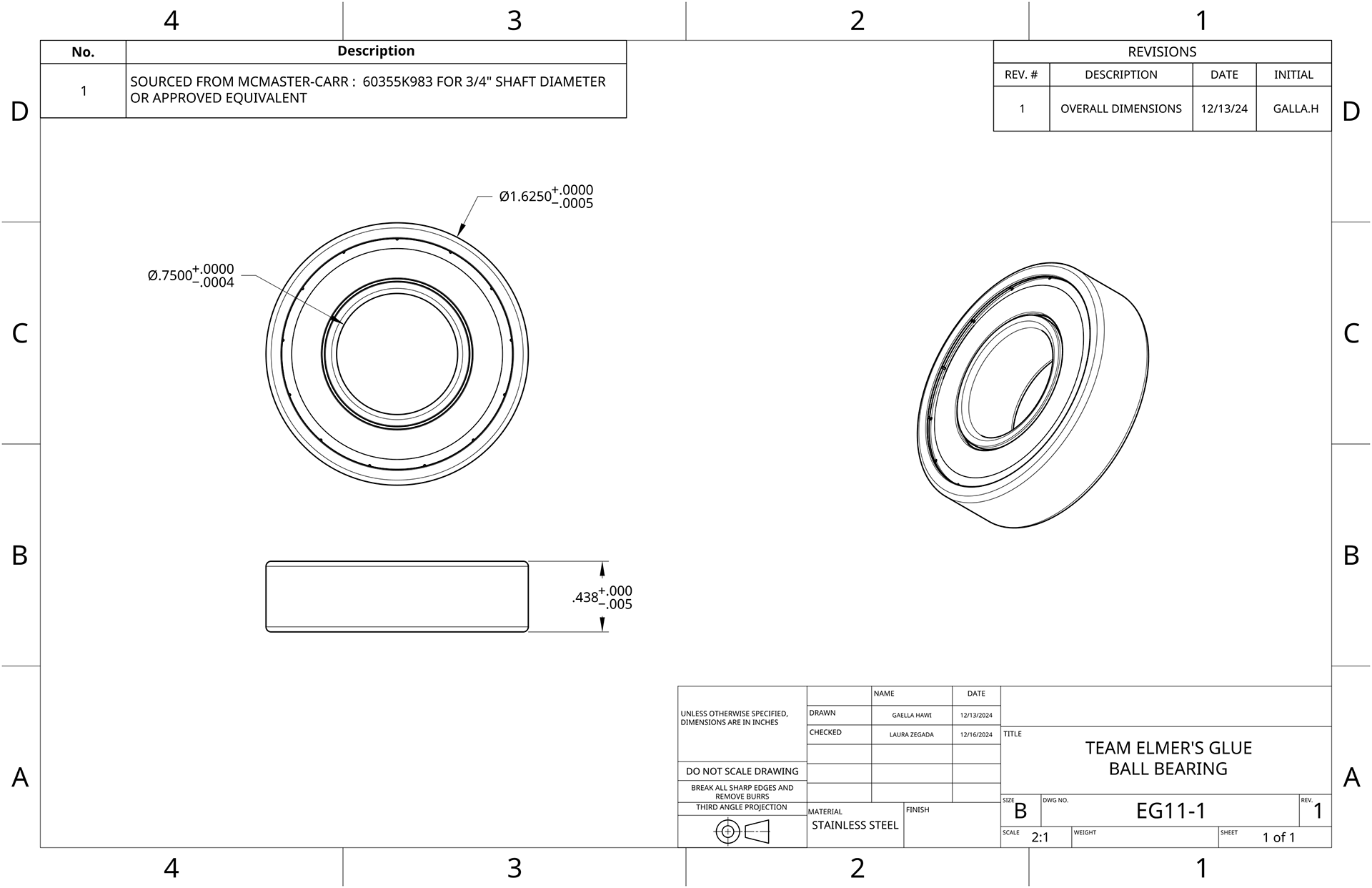
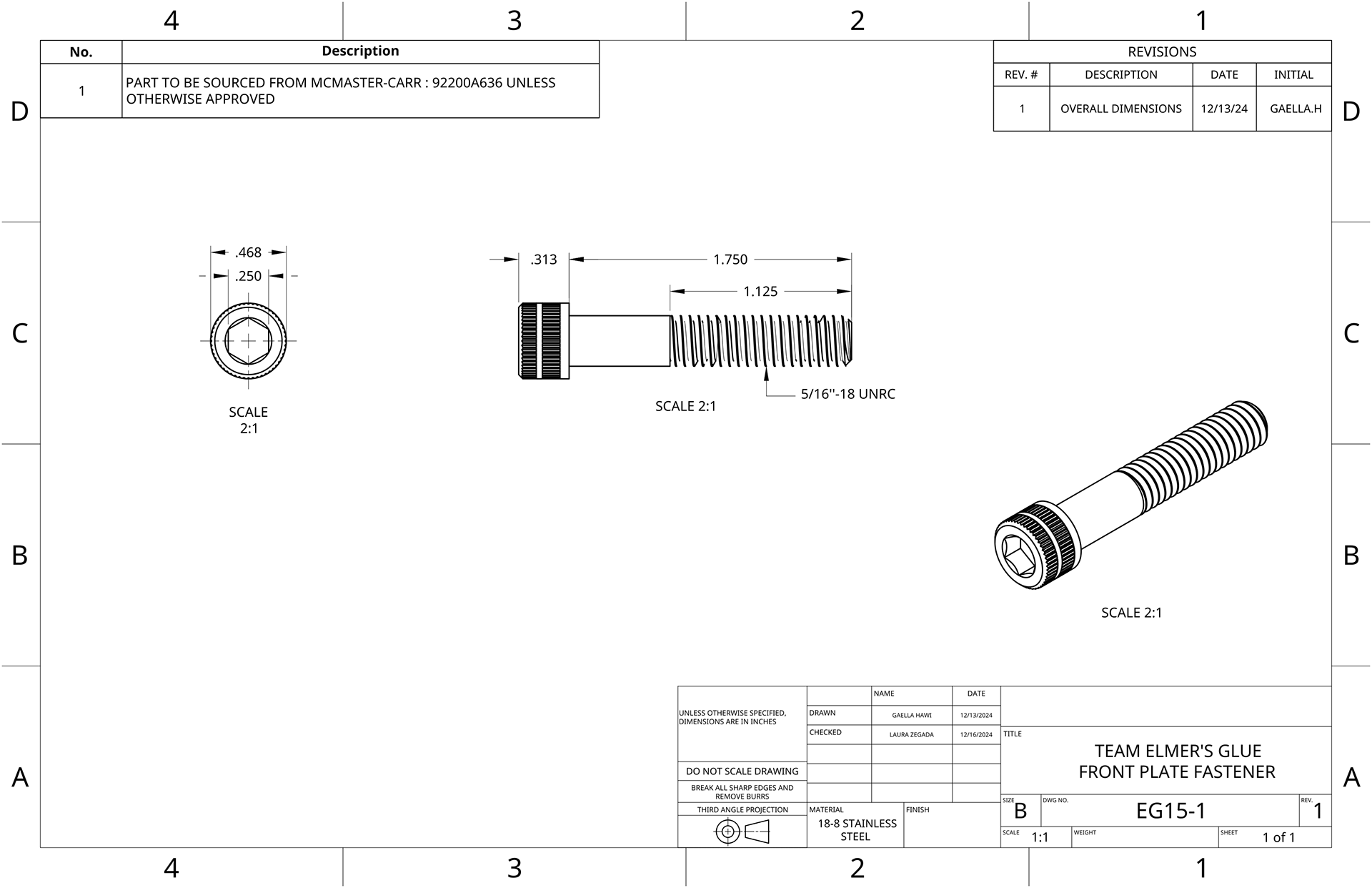
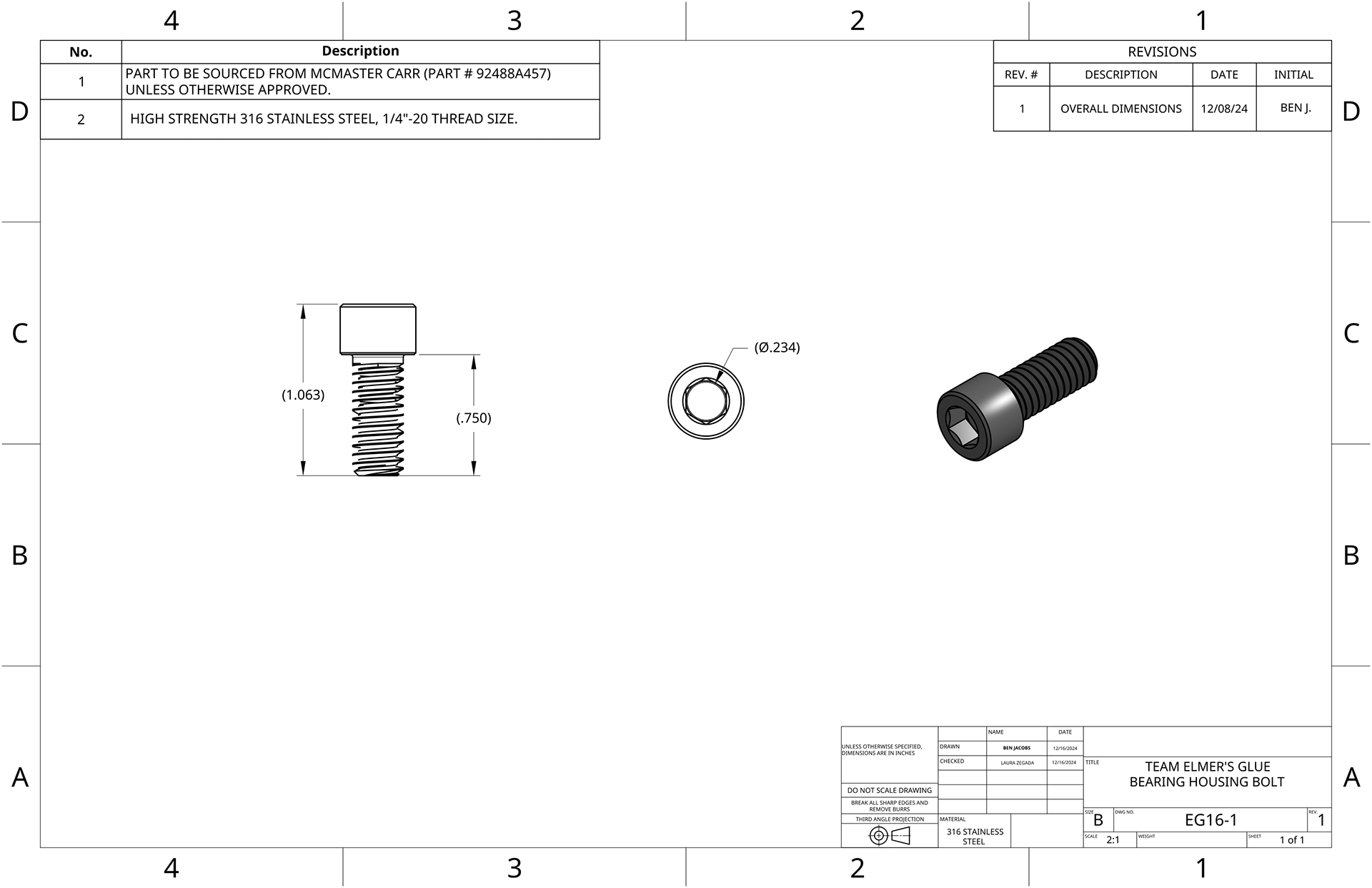
Engineering Drawing Stack